Направляющие клапанов
VANNIVA
что заставляет использовать бронзу? магическая фраза «ну. они подольше ходят. » и понт.
я взял комплект обычных чугунных, теперь их поставлю, что бы я еще с бронзой связался. короче вернулся к тому с чего начал, все по новой, зато голову за час могу скинуть и разобрать
клапан выпускной был. втулки все таки при чем, просто тот клапан раньше других завис, на еще одной втулке выпускной тоже еле заметные следы закусывания нашлись. благо еще что поршень целый остался, он то по сути за каждым выпуском клапан вколачивал на место, что интересно- даже не погнул.
у меян вот другой вопрос, развертывать втулки это понятно, а как определить внутренний диаметр втулки то? по мануалу 8.02-8.04 впуск и 8.029-8.047 выпуск. Как эти величины замерить? развертку мерить считай бесполезно, хотя она и 6-ти лопастная.
может как то визуально, по вставленному клапану можно увидеть какой диаметр втулки получился? типа насколько свободно он в ней ходит, или как то так.
Рег.: 22.03.2006
Тем / Сообщений: 1 / 312
Откуда: Mockba
Возраст: 45
Авто: 21214М 2010
Воспроизвести геометрию втулки труда не представляет. Основной вопрос при их изготовлении — выбор материала. В качестве такового используют бронзы определенных марок, поскольку далеко не все из них подходят для этой цели. Ошибка при выборе материала может привести к тому, что уже через 5—10 тыс. км пробега втулки износятся, и станут хуже, чем были до ремонта.
Лучшим вариантом для изготовления направляющих втулок являются бериллиевые бронзы. Топ-вариант — бронза марки БрБ2. Она работает практически без износа, в том числе и на форсированных, спортивных моторах. Ее единственный недостаток — высокая стоимость при покупке официальным путем. Добывая такую бронзу (официально или неофициально), имейте в виду, что существует опасность вместо нее получить нечто другое. Определить, тот ли это материал, который вам нужен, несложно. В течение нескольких дней свежий срез бериллиевой бронзы теряет характерную желтизну и приобретает сталистый оттенок.
Помимо БрБ2 для направляющих втулок можно использовать существенно более дешевую и доступную бронзу БрКМЦ. Это также проверенный и хорошо зарекомендовавший себя вариант. Кстати, этот сплав был специально разработан у нас в отечестве именно для подобных целей. Обе эти бронзы можно применять для втулок и впускных, и выпускных клапанов, которые, как известно, работают в разных температурных режимах и условиях смазки. Явных ограничений по ресурсу изготовленных из них деталей не наблюдалось.
Также неплохо работает на впуске и выпуске бронза марки БрОФ. Она лишь немногим уступает «лидерам». Для этих же целей испытывались такие сплавы, как БрОЦС 5—5-5 и БрОС. Первый неплохо проявил себя на выпускных клапанах, отказавшись работать на впускных. Второй оказался излишне мягким и был забракован.
Практикой установлено, что изготовленные из бронзы направляющие можно без каких-либо негативных последствий устанавливать взамен металлокерамических, которые широко применяются на двигателях американского и японского производства. По крайней мере, после пробега в 80—100 тыс. км никаких проблем с отремонтированными таким образом моторами не отмечалось.
Сам по себе процесс изготовления и установки втулок несложен. Главное — обеспечить соосность отверстия и наружной поверхности втулки и не ошибиться с наружным диаметром для создания необходимого натяга при запрессовке. Требуемый натяг — около 0,04—0,06 мм.
Замена направляющих втулок клапанов
 В процессе эксплуатации втулки клапанов изнашиваются, в основном в плоскости вращения распредвала, и соосность втулки с клапаном теряется, втулка разбивается на концах именно в этой плоскости. Потом клапан начинает гулять,- его биение превышает норму, из-за этого он неплотно прилегает к седлу, соответственно он разбивает фаску седла. Это может привести к прогару клапана и последующей замене седла. А может и не привести, если вовремя исправить.
В процессе эксплуатации втулки клапанов изнашиваются, в основном в плоскости вращения распредвала, и соосность втулки с клапаном теряется, втулка разбивается на концах именно в этой плоскости. Потом клапан начинает гулять,- его биение превышает норму, из-за этого он неплотно прилегает к седлу, соответственно он разбивает фаску седла. Это может привести к прогару клапана и последующей замене седла. А может и не привести, если вовремя исправить.
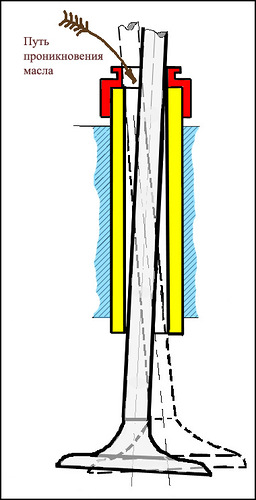
В изношенной направляющей клапан будет ходить криво, что приведёт к быстрому износу маслосъёмных колпачков, тогда масло будет легко попадать в двигатель, тем более сама втулка разбита, и через неё пройдёт больше масла. Простая замена колпачков не поможет, новые быстро износятся и всё повторится сначала.
Масло также может уходить и через зазор втулки с головкой, особенно если установить «фирменную» кривую втулку, вроде бы и мск в порядке, не пропускают, и клапан ходит без перекосов, а всё равно всё в масле. И эта поломка довольно сложно диагностируется, ведь туда не заглянешь, а масло всё равно будет со всех сторон.
А при обрыве ГРМ, как правило, гнутся клапана, и они могут повредить направляющие.
Как поменять направляющие клапанов
Чтобы поставить новую втулку, нужно сначала извлечь старую. Этим и займёмся. Для извлечения надо сначала рассухарить клапан и извлечь его, а с направляющей снять маслосъёмный колпачок. Тогда появится доступ к самой направляющей, что нам и нужно.
Извлечение направляющих
 Направляющие можно выпрессовать съёмником, либо выбить молотком через проставку. У каждого из этих способов есть свои достоинства и недостатки, и свои особенности в применении того или иного метода. Проще, конечно, выбить молотком, но можно повредить направляющую и она разобьёт посадочное отверстие; съёмник свою работу сделает аккуратно, но он достаточно дорогой, чтобы его покупать ради разового использования, проще тогда отдать на СТО, там сделают за те же деньги.
Направляющие можно выпрессовать съёмником, либо выбить молотком через проставку. У каждого из этих способов есть свои достоинства и недостатки, и свои особенности в применении того или иного метода. Проще, конечно, выбить молотком, но можно повредить направляющую и она разобьёт посадочное отверстие; съёмник свою работу сделает аккуратно, но он достаточно дорогой, чтобы его покупать ради разового использования, проще тогда отдать на СТО, там сделают за те же деньги.
 Направляющие вставляются в головку сверху, а это значит, что выбивать их надо со стороны камеры сгорания. Для выбивания нужна оправка чуть уже внешнего диаметра втулки. Для удобства самый край оправки надо сточить до размеров внутреннего диаметра втулки, чтобы оправка внутренней частью залезла в отверстие направляющей, а внешней упиралась в торец. Тогда эта конструкция никуда не соскочит.
Направляющие вставляются в головку сверху, а это значит, что выбивать их надо со стороны камеры сгорания. Для выбивания нужна оправка чуть уже внешнего диаметра втулки. Для удобства самый край оправки надо сточить до размеров внутреннего диаметра втулки, чтобы оправка внутренней частью залезла в отверстие направляющей, а внешней упиралась в торец. Тогда эта конструкция никуда не соскочит.
 Для выбивания желательно взять молоточек потяжелее, тогда направляющая выйдет с одного удара. Для уменьшения натяга головку можно слегка подогреть, к примеру, на электрической плитке; благодаря разным коэффициентам линейного расширения стали (материал втулки) и алюминия (материал головки), натяг уменьшается и требуется меньше усилий. Недостатком такого метода может стать расплёсканная с одной стороны втулка, которое не пройдёт через отверстие и таким образом повредит головку.
Для выбивания желательно взять молоточек потяжелее, тогда направляющая выйдет с одного удара. Для уменьшения натяга головку можно слегка подогреть, к примеру, на электрической плитке; благодаря разным коэффициентам линейного расширения стали (материал втулки) и алюминия (материал головки), натяг уменьшается и требуется меньше усилий. Недостатком такого метода может стать расплёсканная с одной стороны втулка, которое не пройдёт через отверстие и таким образом повредит головку.
Выпрессовывается аналогичным способом, только вместо удара молотка будет приложена сила съёмника. Съёмник выглядит следующим образом: через направляющую втулку проходит шпилька примерно такого же диаметра, как и внутреннее отверстие, со стороны камеры сгорания стопорится гайкой, с обратной стороны делается упор, через который будет тянуться шпилька вместе со втулкой. Далее на шпильку накручивается гайка, расстояние уменьшается, и втулка выходит из посадочного отверстия. Если при большом усилии втулка не пошла, ей надо сорвать, постучав по съёмнику со стороны камеры сгорания. Дальше всё пойдёт как по маслу.
Запрессовка направляющих
Засовываются обратно направляющие точно так же, как и высовываются, только наоборот. Есть несколько вариантов сделать это: одни делают посадку более качественной, другие проще реализуются.
Легче всего запрессовывать направляющие, если нагреть головку или охладить втулку. Чем больше будет разность температур у деталей, тем меньший будет меньше натяг и меньше усилий усилий придётся приложить при запрессовке.
Чем меньше нужен натяг у пары втулка-головка и чем твёрже материалы деталей, тем меньше потребуется разность температур. Дело в том, что мягкие металлы при запрессовывании могут нагартовываться, тем самым уменьшая натяг. Мягкий металл просто сминается под более твёрдым. А если обе детали из мягкого металла (алюминиевая головка и бронзовая втулка), то в процессе запрессовывания при натяге свыше 0,05 мм детали схватятся с образованием задиров. Из-за этого будет меньший теплоотвод и клапан может заклинить, а втулка при меньшем натяге вылетит из посадочного отверстия. Но хватит теории, перейдём делу.
 Самая простая запрессовка осуществляется ударным способом- молотком через оправку, чтобы не сбить торец втулки. Если не нагревать-охлаждать детали, то втулку надо хотя бы смазать маслом, иначе дело пойдёт совсем плохо.
Самая простая запрессовка осуществляется ударным способом- молотком через оправку, чтобы не сбить торец втулки. Если не нагревать-охлаждать детали, то втулку надо хотя бы смазать маслом, иначе дело пойдёт совсем плохо.
 Более щадящий режим запрессовки может гарантировать винтовое приспособление, оно хотя бы кромку не собьёт. Продеваем шпильку через втулку и посадочное отверстие, накручиваем гайки через проставки, снизу упираем в седло клапана, а сверху в направляющую втулку. По мере накручивания гаек втулка будет запрессовываться.
Более щадящий режим запрессовки может гарантировать винтовое приспособление, оно хотя бы кромку не собьёт. Продеваем шпильку через втулку и посадочное отверстие, накручиваем гайки через проставки, снизу упираем в седло клапана, а сверху в направляющую втулку. По мере накручивания гаек втулка будет запрессовываться.
Финальная доработка
После того, ка втулки запрессованы, нам нужно проверить их внутренний диаметр, он может немного уменьшится вследствие возникающих напряжений. Стоить учесть, что зазор втулка-клапан должен составлять 0,03-0,04 мм для впускных и 0,04-0,05 мм для выпускных клапанов. Если если диаметр получается меньше, его нужно развернуть развёрткой соответствующего диаметра.
Диагностика и замена направляющих втулок клапанов

Несмотря на то, что в каждой определенной марке или модели машины втулки могут выглядеть по-разному, все же они имеют общий принцип работы. В частности они:
- регулируют заполнение цилиндров смазочной жидкостью;
- контролируют освобождение цилиндров от продуктов сгорания.
Существует ряд признаков, сообщающих об износе втулок.
В большинстве случаев диагностировать неисправность можно по резкому увеличению расхода моторного масла. Здесь необходимо постоянное наблюдение за уровнем смазочной жидкости.
О проблеме с направляющими втулками могут сообщать посторонние шумы в двигателе при его работе. Для того чтобы определить поломку, достаточно открыть капот, завести мотор и прислушаться к его работе. При износе направляющих втулок больше всего шума будет в районе головок.
Резюмируя вышесказанное можно отметить, что для выявления проблем с направляющими втулками клапанов достаточно проследить за расходом масла (учитывая норму расхода автомобиля) и прислушаться к работе двигателя.
Необходимые инструменты
Для проведения замены направляющих втулок потребуется подготовить:
- гаечный ключ;
- баллончик со сжатым воздухом;
- молоток;
- запрессовку;
- специальную оправку.
Последний инструмент можно заказать в любой мастерской. А запрессовка продается в любом специализированном магазине.
Процесс замены направляющих втулок
Если при диагностике был выявлен износ втулок, то необходимо оперативно приступить к их замене. Для этого нужно:
- Поочередно вставить оправку в отверстия заменяемых втулок и без приложения усилий постучать по концу оправки. Втулки должны выбиваться аккуратно и не спеша.
- После того как втулки будут демонтированы, освободившееся место надо очистить от загрязнений. Для этих целей лучше всего воспользоваться влажной тряпкой. Новые втулки следует продуть сжатым воздухом и поместить в морозилку на два дня.
- Перед тем как надеть втулки, головки цилиндров разогреваются до 100°C. Это позволит подготовить посадочные места для новых втулок.
- Теперь на вынутые из морозилки втулки надо надеть стопорные кольца, после чего они вставляются в отверстия и снова, без приложения больших усилий, легкими постукиваниями по концу оправки, вбиваются на свои посадочные места.
Вот таким простым способом можно самостоятельно заменить направляющие втулки клапанов.
Рекомендации
Стоит отметить, что при разболтавшихся маслосъемных колпачках не надо спешить их менять. Достаточно вручную осуществить развертку направляющих втулок, т.е. утянуть клапана до зазора с минимальным значением.
Долговечность втулок зависит от материала их изготовления. Поэтому специалисты рекомендуют использовать данные детали исключительно из чугуна, так как он прочный и износостойкий. Таким образом, замена направляющих втулок клапанов не превратиться в регулярный ритуал.
Как поменять направляющие клапанов опель омега б
Руководства → Opel → Omega (Опель Омега). Направляющие втулки впускных и выпускных клапанов различаются по длине (рис. ). Длина направляющих втулок.
Всем привет, Всех с новым годом! колпачки я все ещё не поменял, заказал на FR-CARS.RU а он работает с 1.Снимаешь гбц, меняешь направляющие клапанов, клапана, колпачки на омега клубе есть тема, с фото там как раз такие и были.
Масляный насос Опель Омега. Масляный насос. Редукционный клапан. 2. Снимите все звездочки распределительных валов, звездочку коленчатого вала, направляющие шкивы и шкив натяжителя.

Повторите действие со всеми элементами, а если какой-то из них все же расколется, возьмите запасной. Вытаскиваем ГБЦ, теперь понятно в каком состоянии двигатель: Чугун гораздо твёрже большинства металлов, в том числе и бронзы, просто он хуже передаёт тепло. Подойдет ли этот колпачок по размерам? Снимите провод с датчика температуры.



Переборка мотора X20XEV на OPEL OMEGA B (фотоотчёт)
Без ключа с трещоткой и головок при снятии ГБЦ не обойтись Оправка для работы с направляющими представляет собой стальной пруток, конец которого проточен под внутренний диаметр втулки. Вторая часть оправки — это насадка для запрессовки, чей размер подогнан под широкую наружную часть детали так называемую шляпку , поскольку по торцу бить нельзя.
Комплект можно заказать токарю либо купить в готовом виде, он стоит недорого. Оправку для выбивания и посадки втулок можно выточить по чертежу Совет. В процессе замены направляющих придётся заново притирать клапана, а то и выполнять прирезку сёдел. Для этих работ нужен специальный инструмент и соответствующие навыки, поэтому операцию лучше доверить мастеру. Кроме того, покупка приспособлений для прирезки и притирки сведёт к нулю всю выгоду от ремонта ГБЦ своими руками.

Это развёртка, используемая на ГБЦ автомобилей ВАЗ —07 Развёртка — это слесарный инструмент, предназначенный для точной подгонки внутренних диаметров отверстий. В данном случае она необходима, чтобы развернуть внутреннюю часть втулки под стержень клапана с минимальным зазором. Демонтаж ГБЦ и старых втулок Данный этап — самый трудоёмкий и длительный, начинается он с отключения аккумулятора и опорожнения водяной рубашки мотора с радиатора жидкость сливать не нужно.
Дальнейшие операции выполняйте в таком порядке: Отсоедините трос пускового устройства, бензиновый шланг и привод акселератора, после чего снимите корпус воздушного фильтра и карбюратор. Открутите клапанную крышку и совместите насечку на шкиве коленвала с длинной риской на блоке. Отключите от свечей провода и демонтируйте трамблёр, запомнив положение бегунка.

Снимите провод с датчика температуры. Ослабьте цепь, выкрутив натяжитель, затем разблокируйте гайку шестерни распределительного вала и открутите её. Снимите шестерёнку и зафиксируйте цепь, чтобы она не провалилась внутрь блока. Открутите гайки крепления постели распредвала и демонтируйте её со шпилек. В произвольном порядке ослабьте 11 болтов крепления головки цилиндров и выверните их. Двумя руками поднимите ГБЦ и снимите вместе с коллекторами.
Opel – один из родоначальников мирового автопрома, немецкая компания была образована в далеком 1862 году. Изначально это была швейная фабрика и лишь в 1899 году началось производство автомобилей.
Снятие корпуса фильтра Совет. Сразу после демонтажа головки очистите блок от старой прокладки и накройте чистой материей, чтобы внутрь цилиндров случайно не попала грязь. Снятую ГБЦ удобно разместите на столе и снимите пружины с коромыслами желательно не путать местами , после чего съёмником разблокируйте клапаны и вытащите их.
Затем переверните головку камерами сгорания кверху, подложите по краям деревянные бруски и выбейте оправкой все втулки. Удары наносите со средним усилием, чётко и точно. В конце почистите и тщательно протрите всю ГБЦ от нагара и отложений.
Карбюратор надо снять с коллектора, чтобы не мешал Рекомендация. Пользуясь моментом, обследуйте разобранный двигатель на предмет других неисправностей, чтобы сразу их устранить. Привлеките мастера — моториста с прибором — нутромером, дабы он проверил выработку в цилиндрах и проконсультировал вас по всем вопросам.
Это важно, если вы разбираете силовой агрегат ВАЗ впервые. При выборе стоит придерживаться таких рекомендаций: Если вы исповедуете обычный стиль езды и не увлекаетесь тюнингом авто, нет смысла ставить изделия из бронзы. Купите недорогие направляющие из чугуна, и они прослужат достаточно долго. Бронзовые детали лучше ставить вместе с облегчёнными хромированными клапанами например, от бренда АМР.
Замена направляющих втулок клапанов

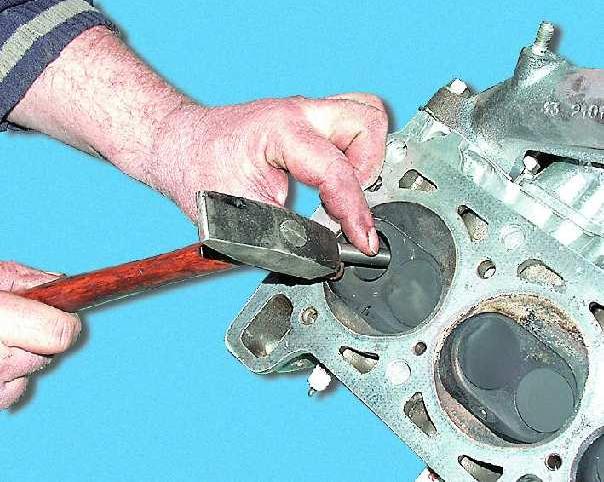
Ремонт головки блока цилиндров (ГБЦ) зачастую предполагает необходимость замены направляющих втулок клапанов ГРМ. Для замены необходимо выпрессовывать старые втулки клапанов, после чего на их место устанавливаются новые элементы. Существует несколько способов для выпрессовки старых втулок. Наиболее простым и самым неправильным является выбивание втулок молотком и зубилом. Данный ударный способ широко применяется в практике «гаражных» мастеров. Отметим, что извлечение втулок в подобных случаях часто заканчивается повреждением посадочного гнезда в головке блока цилиндров.
 Рекомендуем также прочитать статью о том, как заварить трещину блока цилиндров или головки блока цилиндров. Из этой статьи вы узнаете о доступных способах ремонта трещин БЦ и ГБЦ.
Рекомендуем также прочитать статью о том, как заварить трещину блока цилиндров или головки блока цилиндров. Из этой статьи вы узнаете о доступных способах ремонта трещин БЦ и ГБЦ.
Немного более правильным вариантом является использование специальной ступенчатой оправки из латуни или бронзы вместо зубила. Такая оправка устанавливается со стороны седла на направляющую втулку, далее по ней ударяют молотком. Указанный способ выпрессовки втулок снижает риск повреждений ГБЦ, но не исключает полностью. Оптимальным же способом выпрессовки втулок является использование специального съемника. Указанный съёмник для снятия направляющих втулок клапанов также используется для последующей установки новых втулок в ГБЦ. Далее мы рассмотрим способы замены направляющих втулок клапанов при помощи оправки и съемника.
Как самому менять направляющие втулки клапанов

Сначала рассмотрим способ выпрессовки направляющих втулок клапанов при помощи оправки, так как указанный способ является распространенным. Перед заменой втулок снимаются пружины и сами клапана. Как уже было сказано выше, оправка для выпрессовывания втулок клапанов используется ступенчатая. Ступенька необходима для того, чтобы снизить риск повреждений посадочного гнезда в головке блока. Меньший диаметр оправки позволяет ей войти во втулку на 3-4 см, причем с зазором. Больший диаметр позволяет свободно пройти через гнездо в ГБЦ.
Отметим, что зачастую бронзовые втулки достаточно легко выпрессовываются из головки, так как установлены с относительно слабым натягом. Если же необходимо выпрессовать направляющую втулку клапана из более жесткого материала, тогда ГБЦ следует предварительно нагреть до температуры 140-160 градусов Цельсия в электропечи или до 80-90 градусов в емкости с горячей водой. Нагрев головки блока цилиндров позволит уменьшить натяг.
В крайних случаях плотно запрессованную втулку нужно высверливать. Обратите внимание, делать это разрешается только на станке, так как попытки высверлить втулку клапана дрелью приведут к перекосу и повреждениям посадочного гнезда. Втулку также желательно высверливать не до конца, то есть оставлять стенки толщиной около 1-го миллиметра. Так снижается риск повреждений гнезда, а сам остаток втулки легко удаляется оправкой.
Следующим шагом становится обязательный замер натяга новой втулки перед установкой в головку, так как строго запрещается производить запрессовку новых втулок до измерения натяга. Для замеров натяга понадобится определить диаметр гнезда и направляющей втулки. Допускается показатель на отметке от 0.03 до 0.05 мм. Этот показатель следует понимать как то, что диаметр новой втулки превышает диаметр посадочного гнезда на указанную величину.
Чтобы запрессовать новые втулки клапанов головку блока следует повторно нагреть в печи аналогично способу снижения натяга при снятии. Параллельно с этим новые втулки охлаждают. Запрессовка новых втулок без нагрева ГБЦ является неправильной. Это касается алюминиевого сплава ГБЦ, в котором происходит деформация при наличии сильного натяга. После такой установки итоговый натяг будет меньше необходимого. В результате после сборки мотора и его нагрева при работе направляющая втулка клапана не будет иметь плотной посадки, а сам клапан в указанной втулке начнет страдать от перегревов. Перегрев клапана будет происходить в результате того, что эффективность отвода избыточного нагрева от стержня клапана к ГБЦ существенно снизится. Неисправность будет быстро прогрессировать, втулка начнет болтаться в посадочном гнезде, что потребует повторной разборки двигателя для проведения ремонта.
Теперь перейдем к тому, как установить направляющие втулки клапанов в головку блока цилиндров. Саму запрессовку реализуют при помощи описанной выше оправки, по которой следует нанести молотком пару резких ударов. Учтите, наличие на новой втулке специального тонкого пояса для размещения маслосъемного колпачка обязывает к тому, чтобы оправка ни с одной стороны не опиралась на данный пояс. Игнорирование данной рекомендации может привести к тому, что втулка деформируется или окажется сломанной.
Завершением процесса установки направляющих втулок клапанов ударным способом является финальная калибровка отверстий. Данную процедуру выполняют при помощи разверток. Рекомендуется использовать алмазные развертки, так как данный инструмент более долговечен и обеспечивает стабильный предсказуемый результат сравнительно с обычными стальными развертками. После обработки отверстий необходимо выполнить проверку зазоров клапанов во втулках с учетом рекомендуемых параметров. Зазоры впускных клапанов должны быть на 0.01 мм меньше по сравнению с выпускными, которые сильнее нагреваются при работе ДВС (например, 0.02 — 0.04 против 0.03 — 0.04 мм). Отметим, что добиваться минимально допустимых зазоров не обязательно. Следует добавить, что данное утверждение особенно актуально для выпускных клапанов, так как малые зазоры в направляющих втулках могут привести к их заклиниванию.
Выпрессовка и установка направляющих втулок клапанов съемником

Далее рассмотрим наиболее оптимальный способ выпрессовки направляющих втулок клапанов специальным съемником-выпрессовщиком втулок. Начнем с того, что съемники бывают разными и являются универсальными инструментами. При помощи данного решения можно снимать втулки клапанов на разных ГБЦ без риска повредить посадочную плоскость в головке блока. Другими словами, наличие съемника сводит к минимуму возможные задиры или другие дефекты отверстия по сравнению с использованием молотка и оправки.
Работа со съемником предполагает:
- под инструмент подкладывается втулка подходящего размера. Подбор такой втулки осуществляется с учетом того, чтобы при установке съёмника резьбовая часть вышла из направляющей клапана на 20-30 мм;
- далее съемник устанавливается и фиксируется парой гаек, которые специально обточены. Также допускается использование одной гайки, если таковая предусмотрена конструкцией съемника;
- следующим шагом становится необходимость придержать верхним ключом съёмник в его центральной части;
- одновременно с этим нижним ключом выпрессовывается направляющая втулка клапана;
После того, как к съемнику прикладывается определенное усилие, можно услышать явный щелчок. Такой звук укажет на то, что втулка клапана сорвана с посадочного места и движется наружу из отверстия в ГБЦ. Далее нужно крутить винт съемника до того момента, пока втулка не будет извлечена. Затем необходимо приготовить новые втулки для запрессовывания. Далее следует повторить все подготовительные процедуры, описанные выше при установке втулок оправкой. Дополнительно можно смазать втулку клапана моторным маслом для облегчения посадки в гнездо.
Параллельно с этим нужно избежать повреждения пояса (буртика) на направляющей втулке, так как данный пояс служит местом крепления резинового колпачка. Если пояс повредить при установке, герметичность колпачка-сальника будет нарушена. Чтобы не повредить пояс, используется отдельная гайка, которая упирается в направляющую без риска повреждения пояса. Получается, данная гайка поджимает направляющую втулку клапана. Обратите внимание, установка дополнительной гайки уменьшает количество резьбы на шпильке съемника. По этой причине для уменьшения нагрузки на резьбу следует накрутить еще одну втулку съемника.
Теперь можно запрессовать втулку съемником. Окончанием запрессовки является момент, когда прокручивать съемник станет тяжелее. Это будет говорить о том, что втулка опустилась на посадочное место и уперлась стопорным кольцом, которое выполнено на направляющей для регулировки правильной посадки. После появления усилия крутить съемник дальше не нужно, так как можно повредить направляющую. Съёмник пора разбирать и снимать, так как новая втулка уже запрессована в головку блока.
Далее втулки понадобится подгонять по посадочным размерам. Это необходимо в том случае, если направляющую слегка сдавило при запрессовке. Выполняется данная процедура аналогично описанной выше, то есть при помощи развертки. Развертка вставляется в отверстие и без давления прокручивается, благодаря чему происходит аккуратное развёртывание. По окончании следует выдуть остатки стружки при помощи сжатого воздуха.
Затем можно вставить клапан и проверить качество его прилегания к седлу. В том случае, если клапан не полностью прилегает к седлу, тогда очевидна потеря соосности между центром втулки и центром седла клапана. Такое явление иногда возникает после замены направляющих втулок клапанов. Для решения данной проблемы потребуется осуществить притирку клапанов. Чтобы притереть клапана, нужно обработать специальной шарошкой седло клапана. После притирки клапанов можно считать процесс замены направляющих втулок полностью завершенным.





