Как снять и ремонтировать ГБЦ двигателя ВАЗ-2112 автомобиля ВАЗ-2110
Отсоединяем минусовой провод от аккумулятора, сливаем охлаждающую жидкость.
Отсоединяем трос привода дроссельной заслонки, приемную трубу, «массовые» провода с левого торца головки, разъемы датчиков температуры охлаждающей жидкости и давления масла, шланги отводящего патрубка системы охлаждения.
Снимаем впускной коллектор.
Снимаем кронштейн задней опоры силового агрегата.
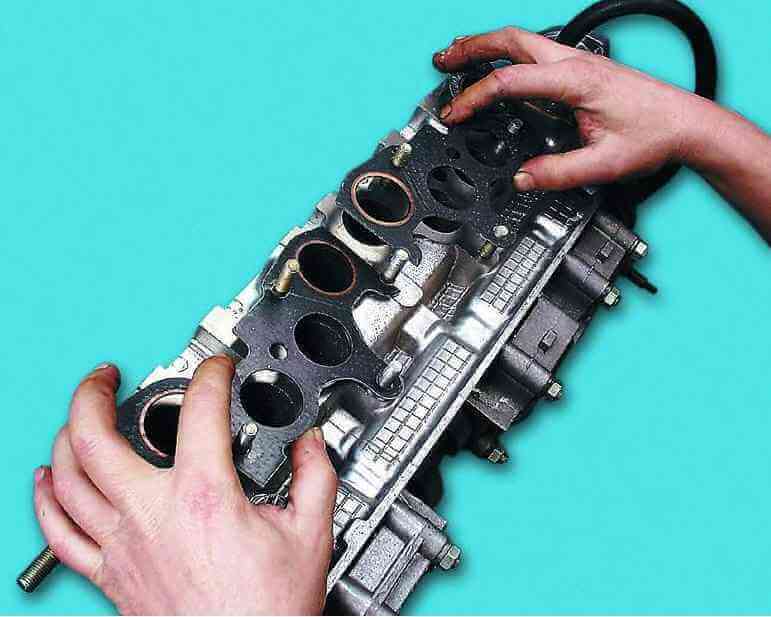
Демонтировать головку можно, не снимая впускной и выпускной коллекторы.


Шестигранником «на 10» отворачиваем десять болтов крепления головки блока цилиндров.
Вынимаем болты с шайбами.
Снимаем головку блока цилиндров.
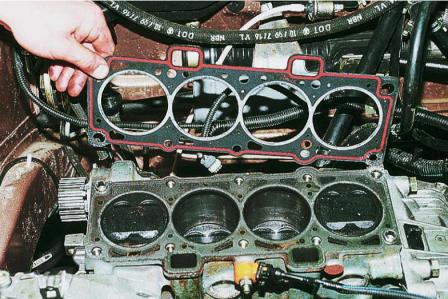
Извлекаем прокладку ГБЦ
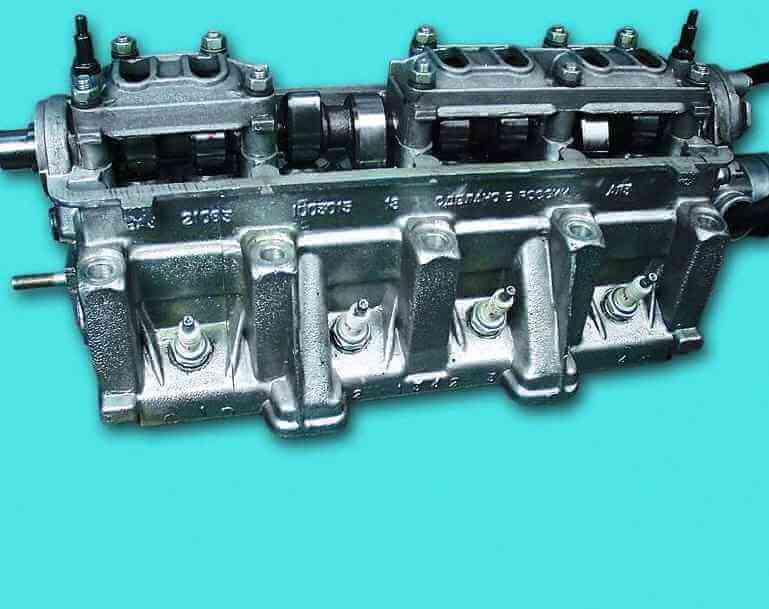
Устанавливаем головку на верстак
Демонтируем корпус подшипников распределительных валов, снимаем распределительные валы и вынимаем гидротолкатели (см. Замена гидротолкателей клапанов двигателя ВАЗ-2112)

Ключом «на 13» отворачиваем две гайки крепления отводного патрубка системы охлаждения.
Снимаем патрубок со шпилек.

Ключом «на 21» отворачиваем датчик указателя температуры охлаждающей жидкости.
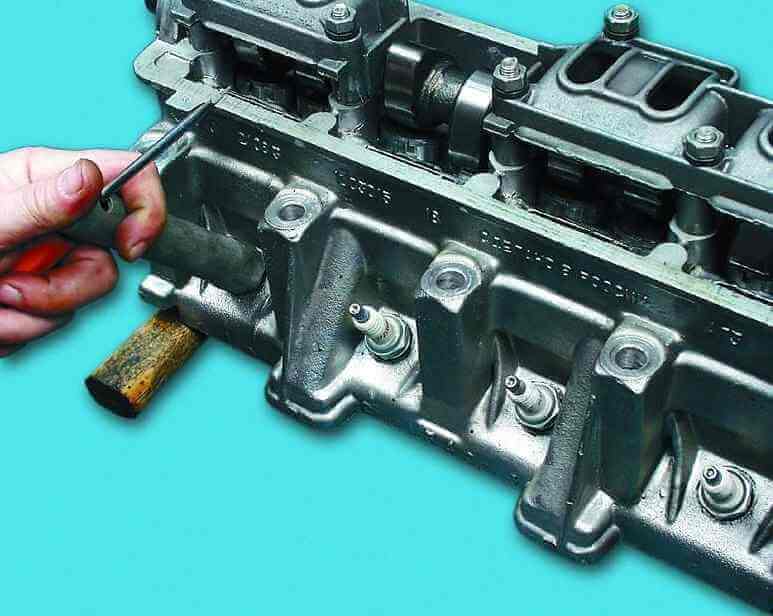
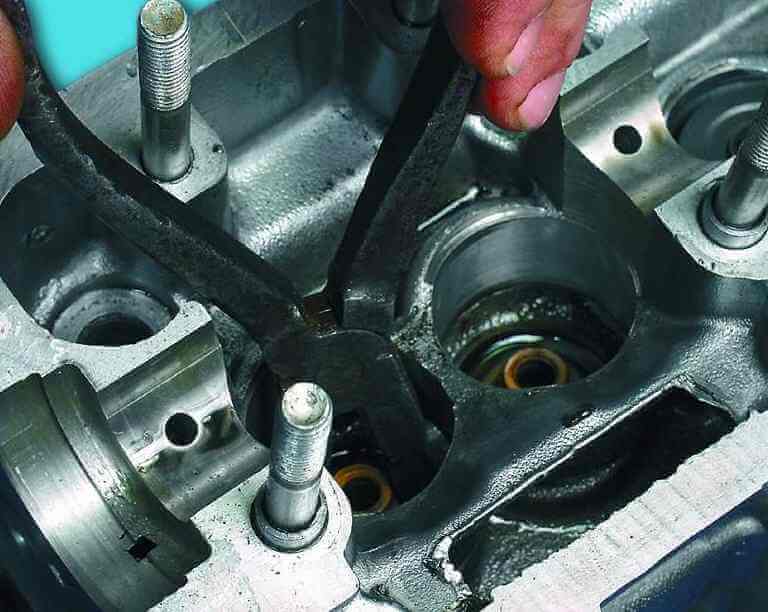
Для упора клапанов при сжатии пружин подкладываем под их тарелки (снизу головки) деревянный брусок.
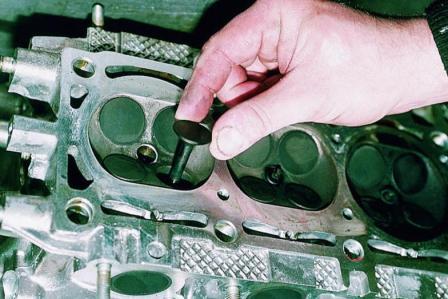

Вынимаем клапаны из направляющих втулок головки цилиндров.
Снимаем маслоотражательные колпачки с направляющих втулок и опорные шайбы пружин
Собираем и устанавливаем головку блока цилиндров в обратной последовательности.
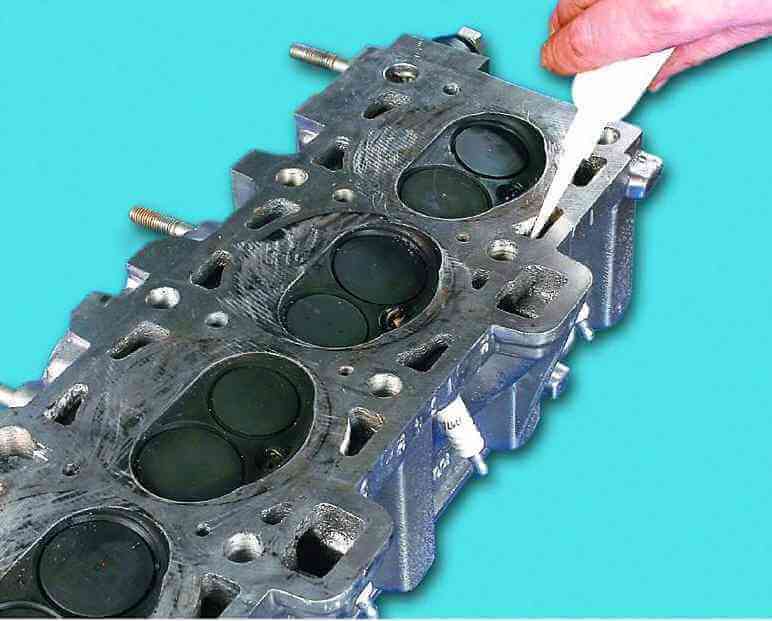
Перед установкой очищаем поверхности блока цилиндров и головки от остатков старой прокладки, грязи и масла.
Смазываем моторным маслом стержни клапанов, отверстия направляющих втулок, отверстия под гидротолкатели и новые маслоотражательные колпачки.
Удаляем из резьбовых крепежных отверстий блока цилиндров масло и охлаждающую жидкость.
Новую прокладку и головку цилиндров устанавливаем на блок по двум центрирующим втулкам.
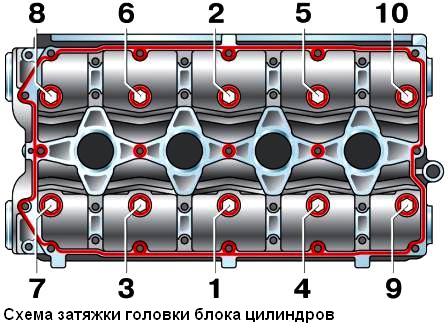
Устанавливаем болты крепления и затягиваем их в три приема по схеме
первый прием – затяжка 20 Нм (2 кгс.м)
второй прием – доворот на 90°
третий прием – доворот на 90°.
Болты крепления головки допускается применять повторно только в случае, если они вытянулись до длины не более 95 мм. Если она больше, заменяем болт новым.
Номер болта по каталогу – 2112-1003271
Номер прокладки ГБЦ по каталогу: — 2112-1003020; 2112-1003020-01; 2112-1003020-11.
Некоторые операции по ремонту ГБЦ можно посмотреть в статье: — «Ремонт ГБЦ»
Ремонт головки блока цилиндров автомобилей ВАЗ
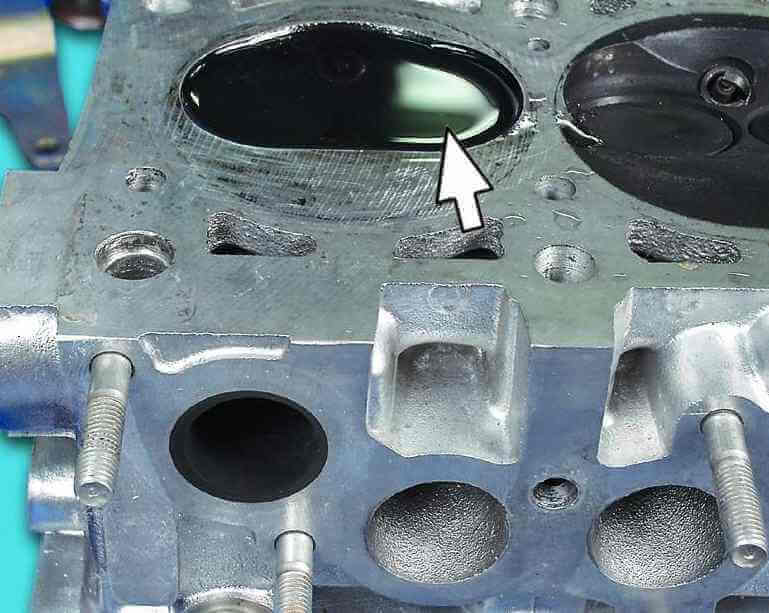
Головка цилиндров отлита из алюминиего сплава (Д20,Д21) имеет камеры сгорания клиновидной формы. Запрессованные седла и направляющие втулки клапанов.
Седла клапанов изготавливаются из специального чугуна. Чтобы обеспечить высокую прочность при воздействии ударных нагрузок. Рабочие фаски седел обрабатываются после запрессовки в сборе с головкой цилиндров. Чтобы обеспечить точную сносность фасок с отверстиями направляющих втулок клапанов.
Направляющие втулки клапанов также изготавливаются из чугуна и запрессовываются в головку цилиндров с натягом. На наружной поверхности направляющих втулок имеется проточка. Куда вставляется стопорное кольцо.
Оно обеспечивает точность положения втулок при запрессовке их в головку цилиндров и предохраняет втулки от возможного выпадения. Отверстия во втулках обрабатываются после запрессовки их в головку цилиндров. Это обеспечивает узкий допуск на диаметр отверстия и точность его расположения по отношению к рабочим фаскам седла и клапана. В отверстиях направляющих втулок имеются спиральные канавки для смазки. У втулок впускных клапанов канавки нарезаны до половины длины отверстия, а у втулок выпускных клапанов
— на всей длине отверстия.
Сверху на направляющие втулки надеваются маслоотражательные колпачки из тепломаслостойкой резины со стальным арматурным кольцом. Колпачки охватывают стержень клапана и служат для уменьшения проникновения масла и камеру сгорания через зазоры между направляющей втулкой и стержнем клапана.
На двигателях 2105 применяются головки цилиндров 2105-1003015. А на остальных двигателях (2105, 2103, 2106) устанавливается одна ита же унифицированная головка цилиндров 21011-1003015-10 (номер отливается на левой стороне головки цилиндров). Эти головки цилиндров различаются только передней частью. У головок 21011 здесь имеется проем для цепи привода распределительного вала, а у головки 2105 такого проема нет.
2 Применяемый материал
Сплавы упрочняются Д20, Д21закалкой и искусственным старением и практически не упрочняются при естественном старении. Низкотемпературное старение сплава Д20 (t=165°С-175°С) применяют для получения высоких механических свойств полуфабрикатов при комнатной температуре, а для обеспечения высокой жаропрочности применяют старение при повышенных температурах (200—220°С). Для предотвращения поводок и коробления закалку тонкостенных сложных по конфигурации деталей рекомендуется проводить в кипящей воде. Отжиг производят при температуре 350—370° С, охлаждение — на воздухе.
Сплавы Д20 и Д21 характеризуются высокими технологическими свойствами при обработке давлением (ковке, штамповке, прокатке и прессовании).
Сплавы отличаются низкой коррозионной стойкостью. Стойкость плакированных листов из сплава Д20 ниже, чем листов из сплава Д16. Изделия следует анодировать и защищать лакокрасочными покрытиями.
Сплав Д20 удовлетворительно сваривается точечной, роликовой и аргонодуговой сваркой с присадкой проволоки из сплава Д20. Обрабатываемость резанием сплавов удовлетворительная.
Сплавы систем А1—Си—Мп характеризуются хорошей способностью к сварке плавлением. Титан, цирконий и ванадий мало изменяют свойства сплавов при комнатной температуре, но измельчают зерно, повышают температуру рекристаллизации и жаропрочность, повышают пластичность сварного шва. Примеси железа и кремния при содержаниях более 0,3% ухудшают свойства сплавов. Магний в пределах 0,25—0,35% повышает прочностные характеристики сплава при комнатной температуре и его жаропрочность, однако резко ухудшает свариваемость. В свариваемых сплавах допустимая концентрация магния не превышает сотых долей процента.
Сплавы применяют для изготовления изделий, длительно работающих при повышенных температурах, например деталей двигателей, а также для силовых элементов различных конструкций. Сплав Д20 применяют также для изготовления сварных изделий, емкостей, баллонов и других, работающих при комнатной температуре или кратковременно при повышенных температурах. Сплав Д20 сваривается, и по длительной прочности при 250—350° превосходит сплавы Д16 и ВД17, однако он менее прочен при 20°. Из него изготовляют диски и лопатки компрессоров, а также сварные детали и емкости, работающие при температурах до 350°. Сплав Д21 используется в условиях нагрева до температуры 250°; он имеет по сравнению со сплавом ВД17 более высокий предел текучести при комнатной температуре и особенно рекомендуется для длительной работы при 150°. Сравнительные преимущества отдельных сплавов видны из рис.(Б.К.Вульф, К.П.Ромадин «АВИАЦИОННОЕ МАТЕРИАЛОВЕДЕНИЕ», «МАШИНОСТРОЕНИЕ», Москва-1967), где показано изменение их свойств при различных температурах после выдержки в течение 100 час.
Порядок затяжки головки ваз 2110 8 клапанов
Головка блока цилиндров является одним из основных узлов машины. Какую роль она играет? Ее предназначение заключается в контроле процессов сгорания топлива в моторе, а также в отведении отработавших газов.

Автомобиль ВАЗ 2110 с ДВС 16 клапанов
Как может быть понятно из названия, ГБЦ является крышкой двигателя. Этот элемент закрепляется на блоке большими штифтами. Затяжка штифтов является одной из основных процедур, определяющих работоспособность мотора, но этот процесс мы рассматривать не будем.
Самостоятельный ремонт ГБЦ
Каждый отечественный автолюбитель обладает стандартными авто слесарными навыками и способен провести своими руками ремонт ГБЦ, для этого необходимо внимательно изучить нижеописанные этапы работы, которые условно разделяются на: подготовительный, демонтажный, ремонтный и монтажный.
Подготовительный этап
Начинают с загона автомобиля в помещение со смотровой ямой, отключения питания бортовой электросети (снятие клемм с АКБ), откручивание защиты картера двигателя и слива из него масла и охлаждающей жидкости, что делается в заранее подготовленные емкости через специальные технические пробки в картере. Данные работы стоит проводить исключительно на остывшем моторе, это позволит не получить ожог рук от нагретых (обычно до 60-80ºС) жидкостей.

Демонтаж
Начинается со снятия всего навесного оборудования ГБЦ (впускной и выпускной коллектора, патрубки радиатора охлаждения, воздуховод воздушного фильтра, высоковольтных проводов и свечей зажигания), защитный кожух ремня ГРМ, в результате чего открывается доступ до крепежа клапанной крышки. Откручиваем натяжной ролик ремней генератора и системы ГРМ, снимаем их, далее приступаем к демонтажу крепления крышки клапанов, выкручиваем их, получая свободный доступ к болтам ГБЦ. Выкручиваем их, после чего головку блока цилиндров можно снимать с картера движка.

Ремонт
Разбирается снятая с мотора и поставленная на верстак ГБЦ. Откручивается крепеж распредвалов и они аккуратно вынимаются, далее достаются из посадочных мест гидрокомпенсаторы и с помощью винтового рассухаривателя, демонтируются стопорные кольца клапанов (сухарики), после чего они вытаскиваются со своих рабочих мест. Проведя разборку головки блока цилиндров, тщательно очищаем ее от технических загрязнений. Каждый новый клапан необходимо притереть к своим рабочим поверхностям, делается это с помощью дрели и специальной шлифовочной пасты.
Закончив со шлифовкой, рабочая поверхность тщательно протирается ветощью. На ГБЦ устанавливаются все новые детали. Обратно собирается механизм ГРМ (клапанные толкатели, гидрокомпенсаторы, распредвалы и их передние сальники) и головка блока цилиндров готова к монтажу на двигатель.
Монтаж
Начинают с отчистки поверхности картера мотора от остатков прокладки и следов утечек технических жидкостей, далее устанавливается новая прокладка ГБЦ на посадочное место и аккуратно надевается на специальные направляющие собранная головка, после чего по специальной схеме ее крепежные болты затягиваются динамометрическим ключом до требуемых усилий.

Следующим шагом монтируются ремни ГРМ и генератора, прикручивается на свои места все навесное оборудование, в мотор заливается новое масло и антифриз, двигатель запускается и внимательно контролируется на отсутствие протечек жидкостей и посторонних шумов. Также смотрите видео замены клапанов на ВАЗ 2112 (16-клапанник):
Когда пора менять?
Ответ на этот вопрос вам не даст даже опытный специалист. Все потому что при выходе из строя определенных элементов осуществляется ремонт ГБЦ мотора 8 или 16 клапанов, а не ее замена.
Единственной причиной замены головки может стать только ее деформация, которая не позволяет настроить узел правильно.
Кроме того, это могут быть трещины, которые по тем или иными причинами не получается ликвидировать. Во всех остальных случаях происходит ремонт узла.

Головка блока цилиндров ВАЗ 2110 в разобранном виде
Этапы ремонта на 8 и 16 клапанном авто
Устранение течи моторной жидкости
Извините, в настоящее время нет доступных опросов.
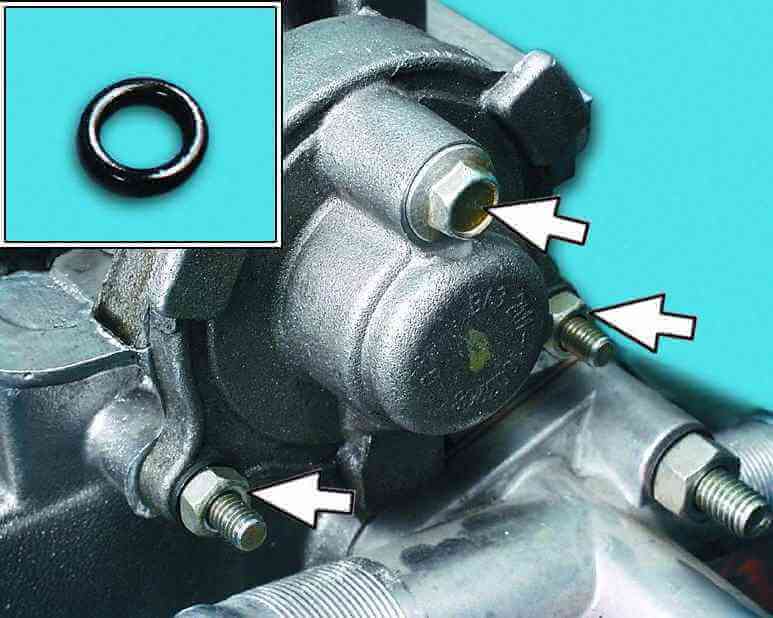
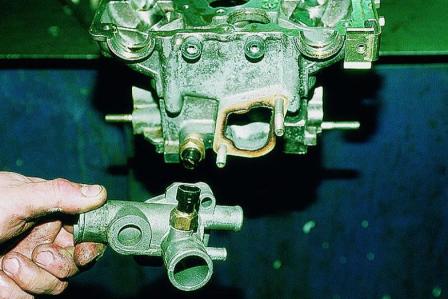
Протечка моторной жидкости из ДВС 8 или 16 клапанов — это важный симптом, при котором головке блока цилиндров необходим ремонт. Обычно утечка жидкости происходит из-под заглушки. Она находится непосредственно на ГБЦ на задней части мотора. Обычно причина утечки лежит в изношенных уплотнительных кольцах.
- Для того чтобы произвести замену заглушки, необходимо скрутить три болта со шпилек.
- Сделав это, из места установки можно демонтировать уплотнительную резинку.
- Уплотнительные прокладки отечественного производства лучше не использовать, поскольку их качество оставляет желать лучшего. Для того чтобы обезопасить себя от необходимости замены кольца еще раз, лучше использовать герметик. Для большего удобства герметик можно набить в медицинский шприц.
- Выдавите немного герметика в место установки заглушки. Подождите пять минут, после чего установите новую прокладку на место, а затем установите заглушку.
Запрос вернул пустой результат.
Замена узла
Если уж так случилось и вам приходится произвести не ремонт, а замену головки блока цилиндров 2110 8 клапанов, а навыков проведения таких ремонтных работ у вас нет, то вам пригодится наша инструкция:
- Откройте капот авто и отключите минусовую клемму аккумулятора.
- Под днище авто подставьте емкость для сбора отработанного расходного материала. Найдите пробку слива хладагента и открутите ее. Вам нужно подождать некоторое время, пока антифриз не сольется полностью, обычно это занимает не более 15-20 минут.
- После этого отключите тросик привода дроссельной заслонки и приемную трубку, а также провода, расположенные с левой стороны ГБЦ мотора 8 клапанов. Кроме того, вам также потребуется демонтировать разъемы датчиков контроля температуры антифриза и давления моторной жидкости. Не забудьте отсоединить и патрубки охладительной системы.
- Далее, чтобы снять головку блока, следует произвести демонтаж ресивера с дроссельным узлом. Помимо этого вам понадобится произвести демонтаж таких механизмов и узлов, как впускной коллектор, устройство для накопления бензина с форсунками и всеми патрубками, крышку ГБЦ.
- Затем, при помощи гаечного ключа, снимите болт кронштейна задней опоры непосредственно мотора. Также следует открутить зубчатые диски распределительных шкивов, а после этого — заднюю крышечку ремешка привода газораспределительного механизма.
- Чтобы произвести снятие ГБЦ, впускной и выпускной коллекторы снимать не обязательно. Для демонтажа головки используйте шестигранный ключ на «10»: открутите все болты, которые крепят верхнюю часть двигателя. Болты необходимо демонтировать вместе с шайбами. Открутив болты, снимите ГБЦ вместе с прокладкой головки.
- Учтите, что прокладка — одноразовая, поэтому при каждом снятии головки ее нужно заменять. Установите новую прокладку. После этого возьмите рабочую крышку блока и установите ее, смазав торцевую часть герметиком. Все действия по сборке нужно проводить в обратном порядке.
Запрос вернул пустой результат.








Руководство по ремонту ВАЗ 2110, 2112, 2111 (Лада 110)

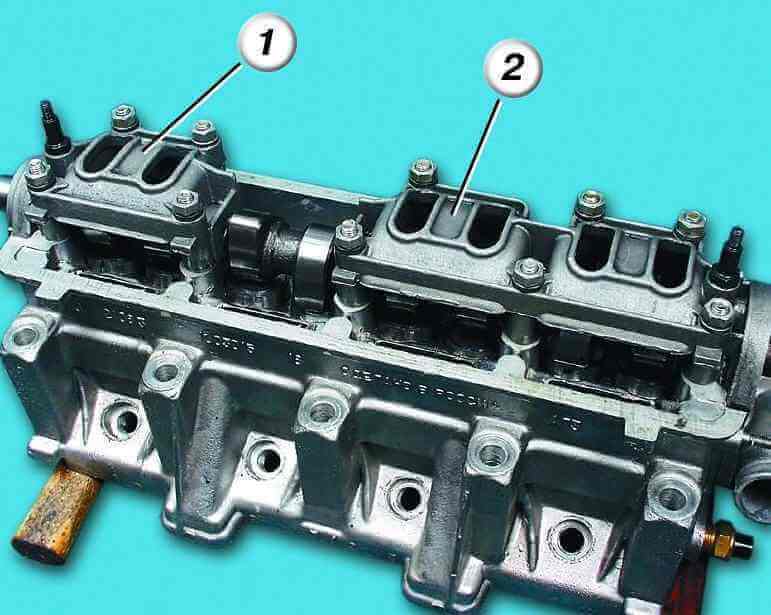
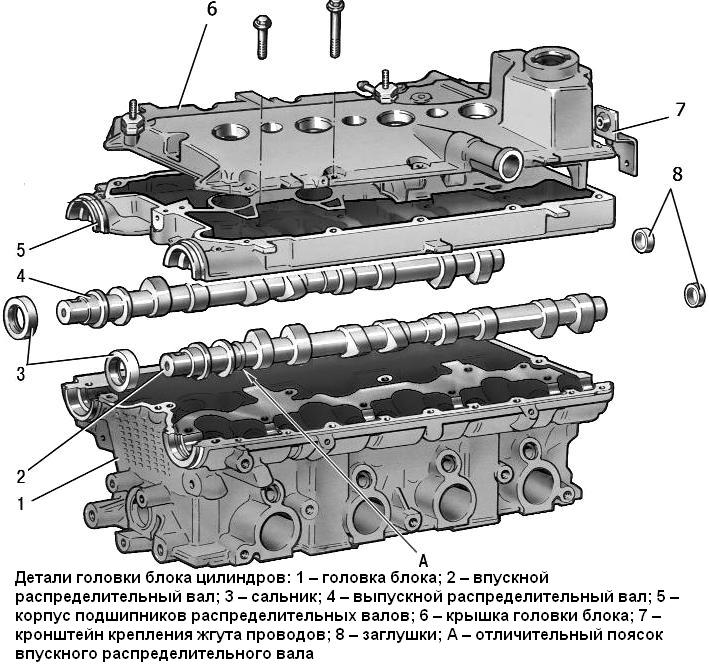
4.22. Детали головки блока цилиндров: 1 – головка блока; 2 – впускной распределительный вал; 3 – сальник; 4 – выпускной распределительный вал; 5 – корпус подшипников распределительного вала; 6, 8 – уплотнительные кольца; 7 – направляющая труба; 9 – крышка головки блока; 10 – кронштейн крепления жгута проводов; 11 – заглушки; А – отличительный поясок впускного распределительного вала
Головка 1 (Рис. 4.22) блока цилиндров общая для четырех цилиндров, отлита из алюминиевого сплава, с камерами сгорания шатровой формы. Впускные и выпускные каналы выведены на разные стороны головки блока. Клапаны расположены V-образно в два ряда: с одной стороны впускные, с другой — выпускные.
В головку запрессованы металлокерамические седла клапанов и латунные направляющие втулки клапанов. Внутренний диаметр направляющих втулок (7±0,015) мм, наружный (для втулок, поставляемых в запасные части) – 12,079–12,090 мм и 12,279–12,290 мм (втулка, увеличенная на 0,2 мм).
Клапаны по конструкции подобны клапанам двигателя мод. 2110, но имеют меньший диаметр тарелок и стержней. У впускного клапана диаметр тарелки 29 мм, у выпускного – 25,5 мм. Диаметр стержня впускного клапана (6,975±0,007) мм, выпускного – (6,965±0,007) мм.
На каждый клапан установлено по одной пружине. Длина пружины в свободном состоянии 38,19 мм, под нагрузкой (240±9,6) Н [(24,5±0,98) кгс] должна быть 32 мм, а под нагрузкой (550±27,5) Н [(56,1±2,8) кгс] – 24 мм.
Клапаны приводятся в действие кулачками распределительных валов через цилиндрические гидротолкатели, расположенные в направляющих отверстиях головки блока цилиндров по оси отверстий под клапаны. Гидротолкатели автоматически устраняют зазор в клапанном механизме, и поэтому при техническом обслуживании автомобиля проверять и регулировать зазор в клапанном механизме не требуется.

4.23. Подвеска силового агрегата с двигателем мод. 2112: 1 – кронштейн на правом лонжероне кузова; 2 – нижний ограничитель подушки; 3 – подушка правой опоры; 4 – верхний ограничитель подушки; 5 – гайка крепления подушки; 6 – дистанционная шайба; 7 – гайка крепления опоры; 8 – кронштейн правой опоры; 9 – штанга задней опоры; 10 – кронштейн задней опоры; 11 – подушка левой опоры; 12 – гайка с шайбой; 13 – кронштейн левой опоры; 14 – кронштейн передней опоры; 15 – штанга передней опоры
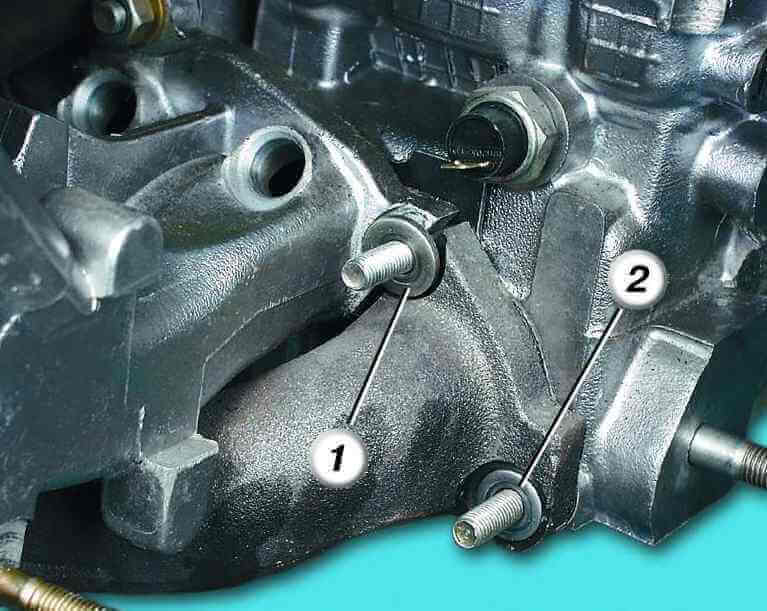
Масло для работы гидротолкателей подводится из системы смазки по вертикальному каналу в блоке цилиндров к каналу в головке блока цилиндров около 5-го болта крепления (см. Рис. 4.23), а затем по верхним каналам, выполненным на нижней плоскости корпуса подшипников. По этим же каналам подводится масло и для смазки шеек распределительных валов. В вертикальном канале головки блока цилиндров расположен обратный шариковый клапан, не допускающий слива масла из верхних каналов после остановки двигателя.
Для привода клапанов служат два распределительных вала: впускной и выпускной. Валы отлиты из чугуна и снабжены пятью опорными шейками, которые вращаются в гнездах, выполненных в головке блока цилиндров и в одном общем корпусе подшипников распределительного вала. Для повышения износостойкости рабочие поверхности кулачков и шейка под сальник отбелены. Чтобы отличить впускной распределительный вал от выпускного, на впускном валу около первой опоры выполнен отличительный поясок А.
От осевых перемещений валы удерживаются упорными буртиками, расположенными по обе стороны от передней опоры. Передние концы распределительных валов уплотнены самоподжимными резиновыми сальниками. Задние отверстия, расположенные по оси валов в головке блока цилиндров и корпусе подшипников, закрыты обрезиненными колпачковыми заглушками.
Проверка технического состояния и ремонт головки блока цилиндров аналогичны описанным для двигателя мод. 2110.
Вам потребуются: приспособление для сжатия клапанных пружин, приспособление для выпрессовки и оправка для запрессовки маслосъемных колпачков, торцовый ключ «на 10», шестигранник «на 10», отвертка, пинцет.
1. Снимите головку блока цилиндров с двигателя (см. «Снятие головки блока цилиндров на автомобиле»).

2. Выверните датчик указателя температуры охлаждающей жидкости из заднего торца головки блока.
3. Выверните датчик контрольной лампы аварийного падения давления масла из корпуса подшипников распределительных валов.

4. Выверните два болта крепления и снимите кронштейн топливных трубок.
5. Извлеките из отверстий головки блока цилиндров и корпуса подшипников распределительных валов направляющие трубы свечей зажигания.

6. Выверните шестнадцать болтов крепления корпуса подшипников распределительных валов.
7. . и снимите корпус.

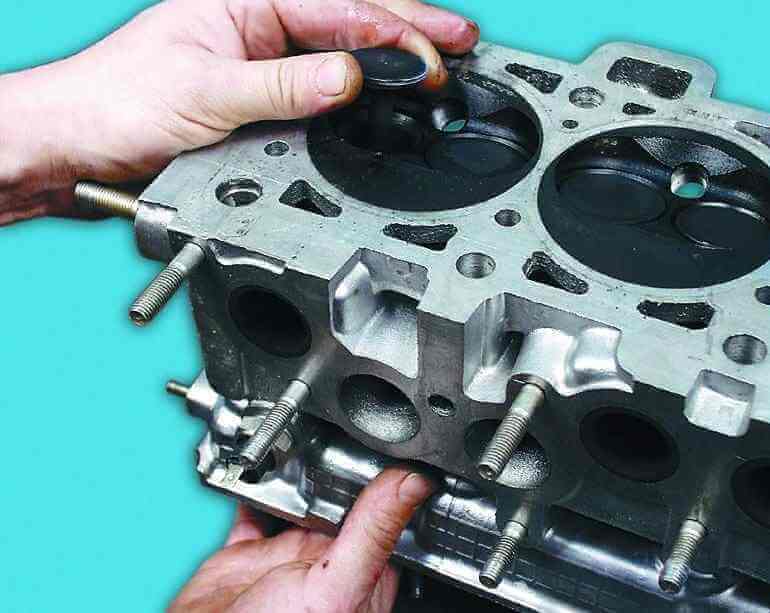
8. Удалите заглушки из заднего торца головки блока.
9. Выньте распределительные валы из опор головки блока цилиндров и снимите с их передних концов сальники.

10. Извлеките из отверстий головки блока цилиндров гидротолкатели клапанов.
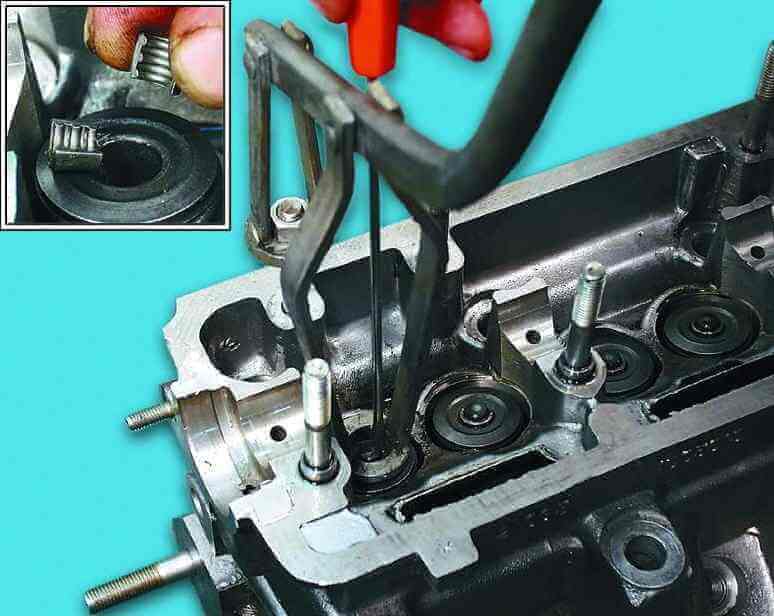
11. Извлеките из тарелок пружин сухари, сжимая пружины клапанов приспособлением.
12. Снимите пружины с тарелками.
13. Переверните головку блока цилиндров и выньте с ее нижней стороны клапаны.

14. Снимите маслоотражательные колпачки с направляющих втулок.

15. . и опорные шайбы пружин.
16. Перед сборкой очистите головку блока цилиндров и корпуса подшипников от остатков старого герметика, грязи и масла.
Ремонт головки блока цилиндров двигателя ВАЗ 2111
Если требуется замена только какой-либо одной детали, то можно не разбирать
полностью головку цилиндров двигателя ВАЗ и снять только то, что необходимо для замены.
Установите головку цилиндров на подставку, снимите ресивер с дроссельным патрубком, а затем
жгут проводов форсунок, топливную рампу, впускную трубу и выпускной коллектор.
Снимите отводящий патрубок рубашки охлаждения двигателя с датчиком температуры. Выверните
датчик указателя температуры охлаждающей жидкости, датчик контрольной лампы давления масла
и свечи зажигания.
Отверните гайки и болт и снимите заглушку с прокладкой с задней стороны головки цилиндров.

Рис. 1. Разборка головки
цилиндров: 1 — головка
цилиндров; 2 —
распределительный вал; 3 —
задний корпус подшипников
распределительного вала;
4- прокладка; 5 — крышка
головки цилиндров; 6 —
передний корпус
подшипников
Снимите корпусы подшипников 3 и 6 ( рис.1. ) распределительного вала. Выньте распределительный вал 2 из опор головки цилиндров и снимите с него сальник 7.

Рис. 2.. Детали механизма привода клапанов: 1 — клапан; 2 — направляющая втулка; 3 — стопорное кольцо; 4 — маслоотражательный колпачок; 5 — опорная шайба пружин; 6 — внутренняя пружина; 7 — наружная пружина; 8 — тарелка пружин; 9 — сухари;
10 — регулировочная шайба;

Рис. 3. Сжатие пружин клапанов: 1 — приспособление 67.7823.9505
Выньте из отверстий головки цилиндров толкатели 11 ( рис. 2.) клапанов с регулировочными шайбами 10. Освободите клапаны от сухарей 9, сжимая пружины клапанов приспособлением 67.7823.9505 (рис. 3 ) . Снимите пружины с тарелками. Поверните головку цилиндров и выньте с нижней стороны клапаны. Снимите маслоотражательные колпачки с направляющих втулок и опорные шайбы пружин.
Установите опорные шайбы пружин. Смажьте моторным маслом клапаны и новые маслоотражательные колпачки (старые использовать не допускается). Оправкой 41.7853.4016 напрессуйте на направляющие втулки колпачки. Вставьте клапаны в направляющие втулки, установите пружины и тарелки пружин.
Сжимая пружины приспособлением 67.7823.9505, установите сухари клапанов. Вставьте в отверстия головки цилиндров толкатели клапанов с регулировочными шайбами.

Рис. 4. Установочные втулки корпусов подшипников распределительного вала
Очистите сопрягающиеся поверхности головки цилиндров и корпусов подшипников от остатков
старой прокладки, грязи и масла. Поставьте установочные втулки (рис.4.) корпусов подшипников
распределительного вала.

кулачков первого цилиндра
распределительного вала в
опоры головки цилиндров
Смажьте моторным маслом опорные шейки и кулачки распределительного вала и уложите его в
опоры головки цилиндров в таком положении, чтобы кулачки первого цилиндра были направлены
вверх (рис.5).
На поверхности головки цилиндров, сопрягающиеся с корпусами подшипников, в зоне крайних опор распределительного вала нанесите герметик типа КЛТ-75ТМ или аналогичный ему герметик типа ТБ-1215 фирмы «Three Bond».
„ПРИМЕЧАНИЕ “ Запускать двигатель разрешается не ранее, чем через 1 ч после нанесения герметика.
Установите корпусы подшипников и затяните гайки их крепления в два приема.

Рис. 6. Порядок
затягивания гаек крепления
корпусов подшипников
распределительного вала
1. Предварительно затяните гайки в последовательности, указанной на рис.6, до прилегания
поверхностей корпусов подшипников к головке цилиндров, следя за тем, чтобы установочные втулки
корпусов свободно вошли в свои гнезда.
2. Окончательно затяните гайки моментом 21,6 Н м (2,2 кгс м) в той же последовательности.
Немедленно после затяжки гаек крепления корпусов подшипников тщательно удалите остатки
герметика, выдавленного из зазоров при затяжке, в зонах, сопрягаемых с прокладкой крышки головки
цилиндров и с корпусом вспомогательных агрегатов. Не удаленные полимеризовавшиеся остатки
герметика в указанных местах приведут к течи масла через уплотнения.
Оправкой 67.7853.9580 запрессуйте новый сальник распределительного вала, предварительно
смазав его моторным маслом. С задней стороны головки цилиндров установите заглушку с
прокладкой.
Установите отводящий патрубок рубашки охлаждения с прокладкой и датчиком температуры.

Рис. 7. Снятие ресивера и
впускной трубы: 1 —
поддерживающий
кронштейн; 2 — впускная
труба; 3 — прокладка
ресивера; 4 — ресивер; 5 —
кронштейн для наконечника
троса привода
акселератора; 6 —
кронштейн; 7 — экран
выпускного коллектора; 8 —
опорный кронштейн
Наденьте на шпильки головки цилиндров прокладки и установите выпускной коллектор и впускную трубу. Закрепите их гайками вместе с кронштейном 6 (см. рис.7.) и экраном 7.
Установите рампу форсунок с форсунками и регулятором давления топлива и прикрепите ее болтами к головке цилиндров. Уплотнительные кольца форсунок перед установкой смажьте моторным маслом. Установите жгут проводов форсунок и подключите провода к форсункам. Установите ресивер с прокладкой и кронштейном топливопроводов и прикрепите его гайками к впускной трубе и кронштейну 6. Установите вакуумный шланг, идущий от ресивера к регулятору давления топлива.
Установите трубки подвода и слива топлива, прикрепив их к топливной рампе, к регулятору давления топлива и к кронштейну на ресивере.
Прикрепите к ресиверу дроссельный патрубок с прокладкой. Присоедините к дроссельному патрубку шланг вытяжной вентиляции картера на холостом ходу.
Заверните в головку цилиндров свечи зажигания и датчики указателя температуры охлаждающей жидкости и контрольной лампы давления масла.
Зазоры в клапанном механизме отрегулируйте после установки головки цилиндров на двигатель.
Ремонт головки блока цилиндров ВАЗ-2110, 21102, 21103, 21104
Прокладка головки блока разовая, поэтому при каждом снятии головки блока прокладку необходимо заменять.
При обнаружении течи моторного масла или охлаждающей жидкости в местах соединения головки блока с блоком цилиндров снимите головку и замените ее прокладку. Течь может возникнуть также из-за коробления головки блока вследствие перегрева.
Пошаговое руководство
- Снимите головку блока цилиндров.
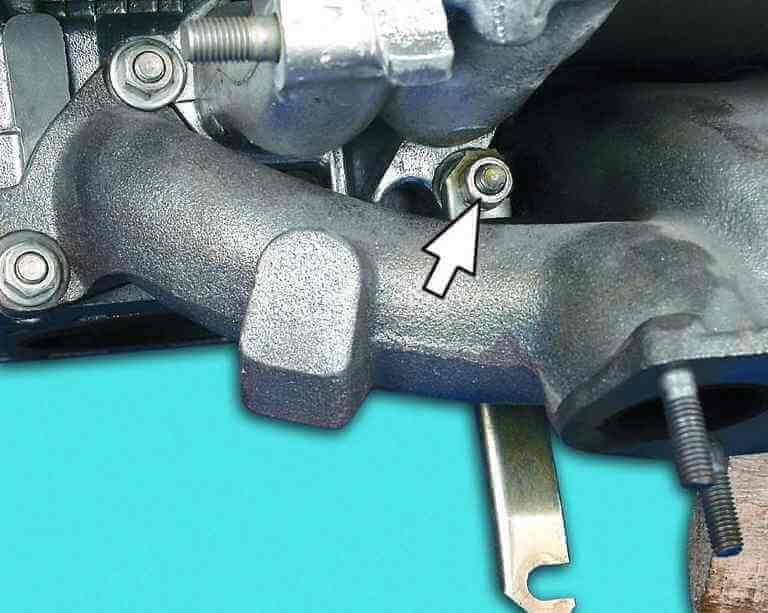
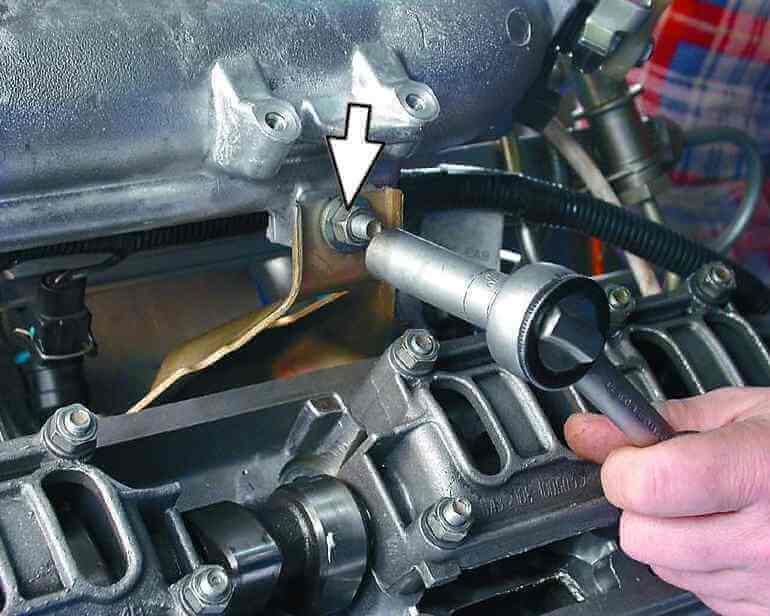
- Отверните две гайки крепления и снимите рым.

- Отверните на один-два оборота гайку крепления и снимите кронштейн подводящей трубы водяного насоса.
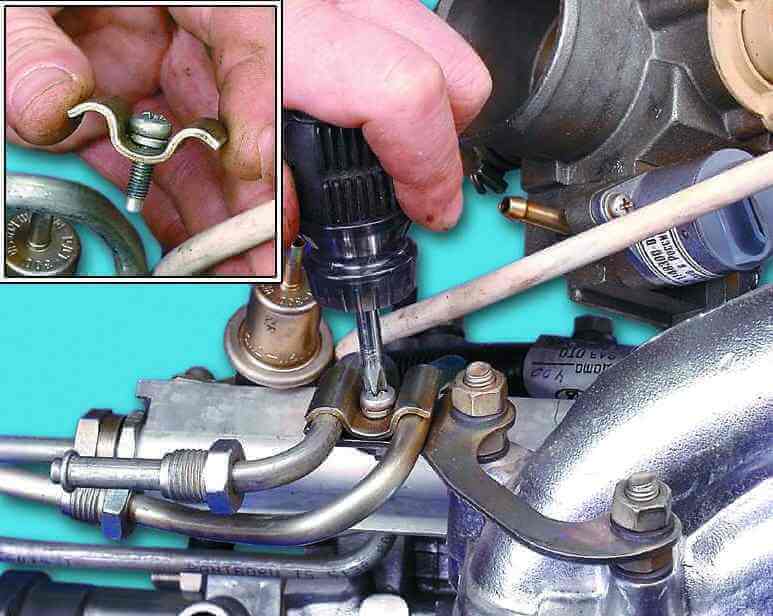
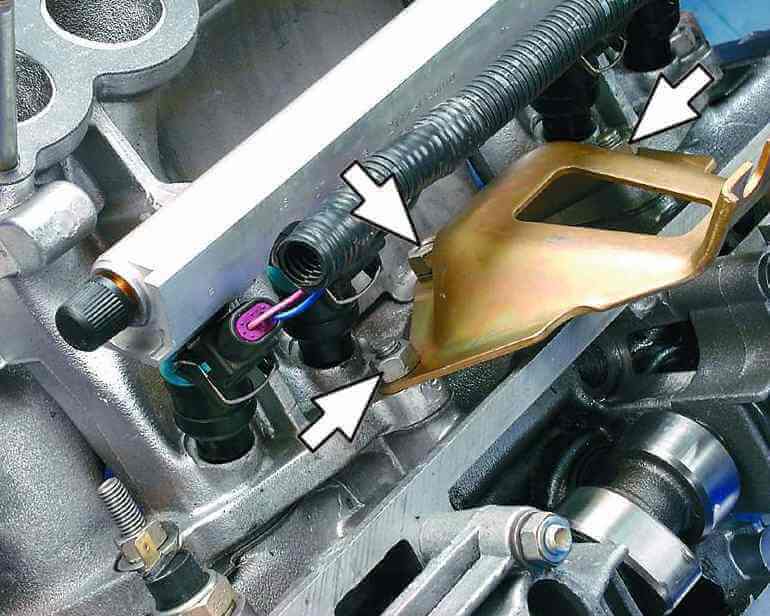
- Отверните винт крепления держателя топливных трубок и снимите держатель.
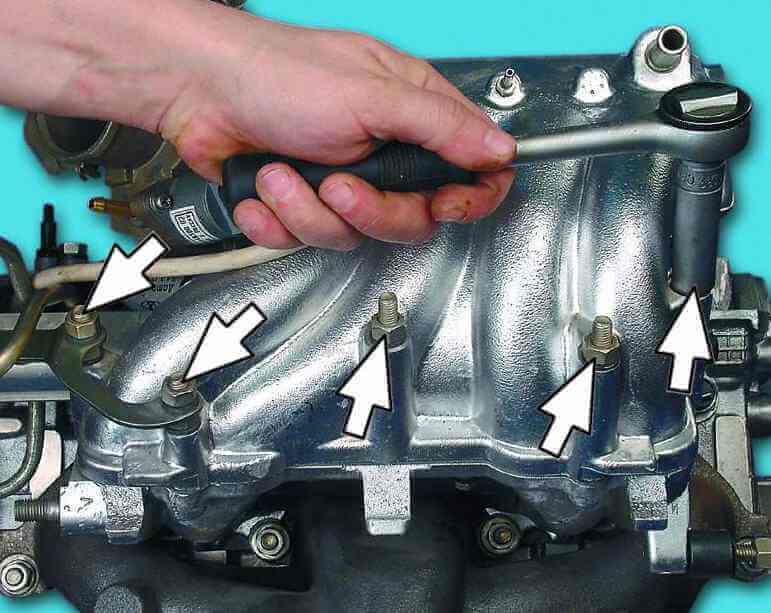
- Отверните три гайки крепления ресивера и две гайки крепления кронштейна топливных трубок.
- Снимите кронштейн топливных трубок.
- Отверните оставшиеся две гайки крепления ресивера.
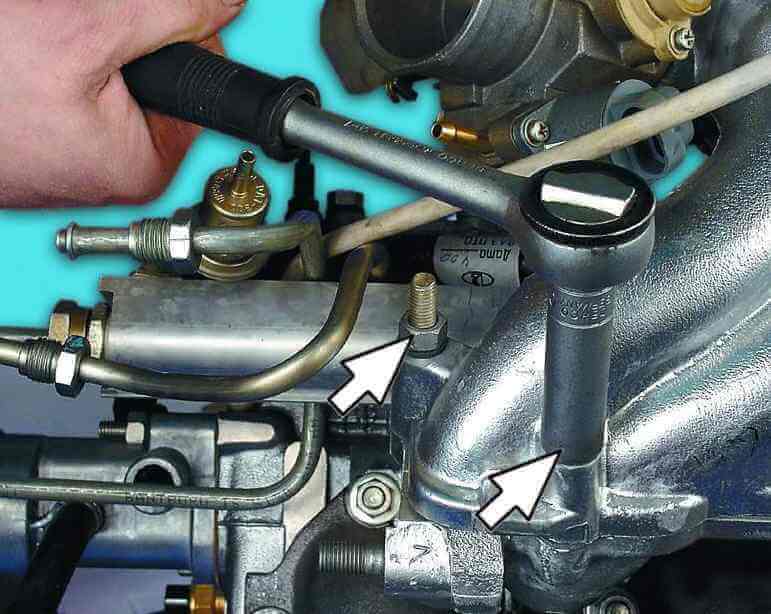
- Ослабьте затяжку гайки крепления кронштейна ресивера.
- Снимите ресивер.
- Отверните три гайки крепления кронштейна ресивера и снимите кронштейн.
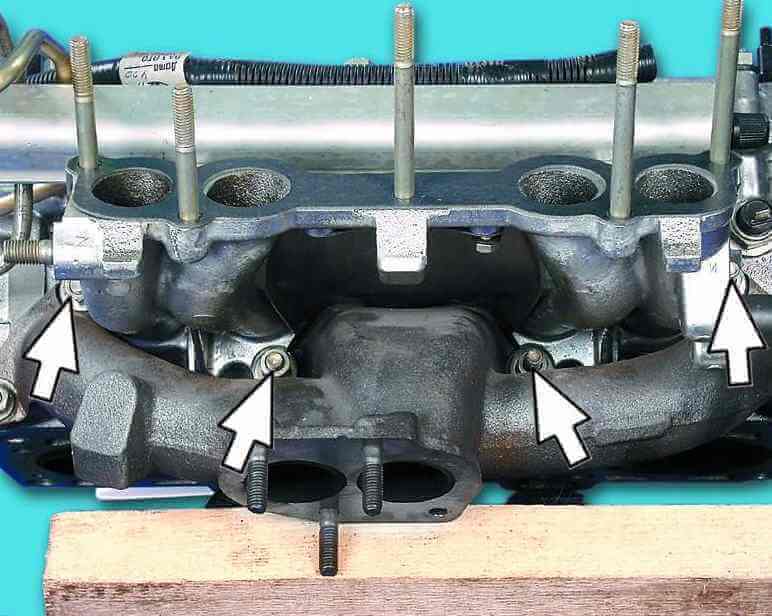
- Отверните четыре гайки крепления впускной трубы.
- Снимите впускную трубу.
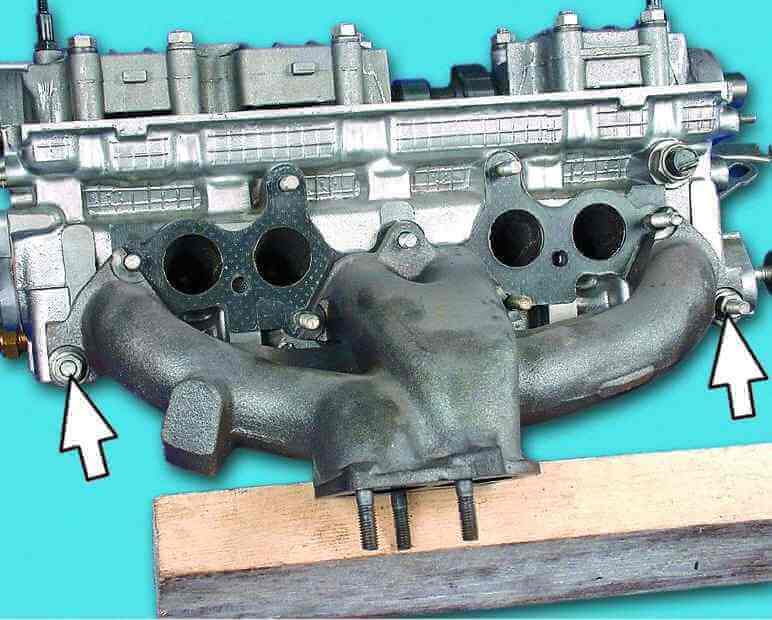
- Отверните две гайки крепления выпускного коллектора и снимите коллектор.
- Снимите две прокладки впускной трубы и выпускного коллектора. Замените поврежденные и сильно обжатые прокладки.
- Установите головку блока цилиндров корпусами подшипников вверх, подложив под нее деревянные прокладки, чтобы не повредить клапаны.
- Отверните две гайки и болт крепления задней крышки головки блока. При этом обратите внимание, что под головкой болта установлено уплотнительное кольцо. Снимите заднюю крышку головки блока.
- Выверните свечи зажигания.
- Отверните равномерно четыре гайки крепления переднего 1 и шесть гаек крепления заднего 2 корпусов подшипников распределительного вала и снимите шайбы. Затем снимите оба корпуса.
- Если шпонка в пазу распределительного вала сидит не плотно, выньте ее, чтобы не потерять.
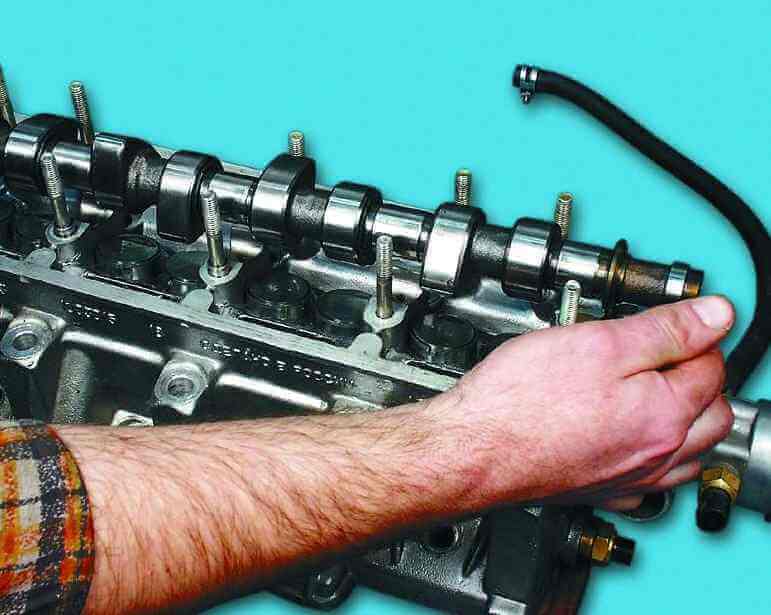
- Снимите распределительный вал с головки блока.
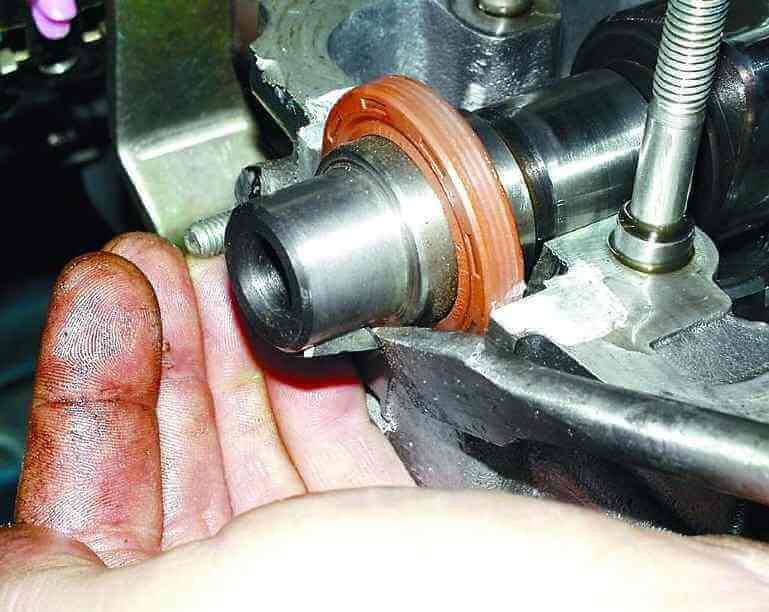
- Снимите сальник с распределительного вала.
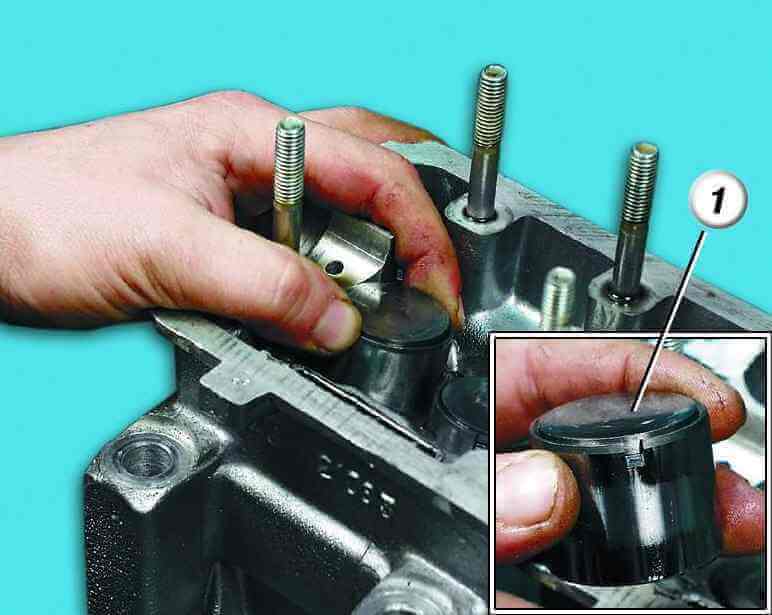
- Выньте толкатели клапанов. Промаркируйте толкатели либо разложите их по порядку, чтобы потом поставить на то же место. При этом без необходимости не вынимайте регулировочные шайбы 1 из толкателей, чтобы не перепутать их.
- Очистите камеры сгорания от нагара. Осмотрите головку блока. Если на ней есть трещины или следы прогара в камерах сгорания, замените головку. Уберите заусенцы и забоины на плоскости головки блока.
- Проверьте плоскостность поверхности, прилегающей к блоку цилиндров. Для этого поставьте линейку ребром на поверхность головки сначала посередине вдоль, а затем по диагоналям и щупом измерьте зазор между плоскостью головки и линейки. Замените головку, если зазор превысит 0,1 мм.
- Для проверки герметичности головки, отвернув две гайки крепления, снимите патрубок.
- Заглушите отверстие в головке блока под патрубок. Это можно сделать, например, установив глухую прокладку из плотного картона под патрубок и завернув гайки его крепления.
- Залейте керосин в каналы водяной рубашки. Если уровень керосина понижается, значит, в головке есть трещины и ее надо заменить. После проверки не забудьте снять картонную прокладку.
- Проверьте состояние опорных поверхностей под шейки вала на головке блока и корпусах подшипников. Если хотя бы на одном из них имеются следы износа, задиры или глубокие риски, замените головку и корпуса подшипников.
- Промойте масляные каналы. Для этого заглушите вертикальный масляный канал со стороны камеры сгорания (канал находится между 3-м и 4-м цилиндрами)…
- …залейте бензин в масляные каналы во всех опорах распределительного вала и выдержите 15-20 мин. Вылейте бензин, выньте заглушку и окончательно промойте каналы бензином с помощью груши.
- Для проверки герметичности клапанов залейте керосин в камеры сгорания. Если в течение трех минут керосин не просочится из камер сгорания – клапаны герметичны. В противном случае притрите или замените клапаны.
- Установите под снимаемый клапан подходящий упор, например подшипник 1.
- Установите приспособление для сжатия пружин клапанов и сожмите с его помощью пружины клапана. Выньте с помощью отвертки или пинцета два сухаря.
- Выньте верхнюю тарелку пружины, наружную и внутреннюю пружины клапана. Аналогичным образом выньте сухари, тарелки и пружины остальных клапанов.
- Промаркируйте клапаны номерами цилиндров, например накерните.
- Подтолкнув клапаны снизу, выньте их из головки блока.
- Снимите маслосъемные колпачки приспособлением или пассатижами.
- Снимите нижние тарелки пружин клапанов.
- Очистите нагар с клапанов подходящим инструментом (например, металлической щеткой). Затем внимательно осмотрите клапаны.
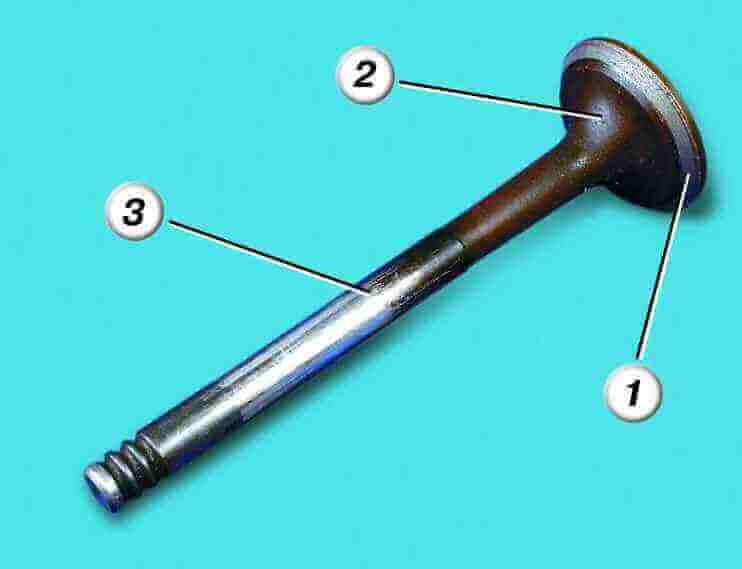
- Замените клапаны со следующими дефектами: глубокие риски и царапины на рабочей фаске 1, трещины, деформация стержня 3 клапана, коробление тарелки 2 клапана, следы прогара. Неглубокие риски и царапины на рабочей фаске можно вывести притиркой клапанов.
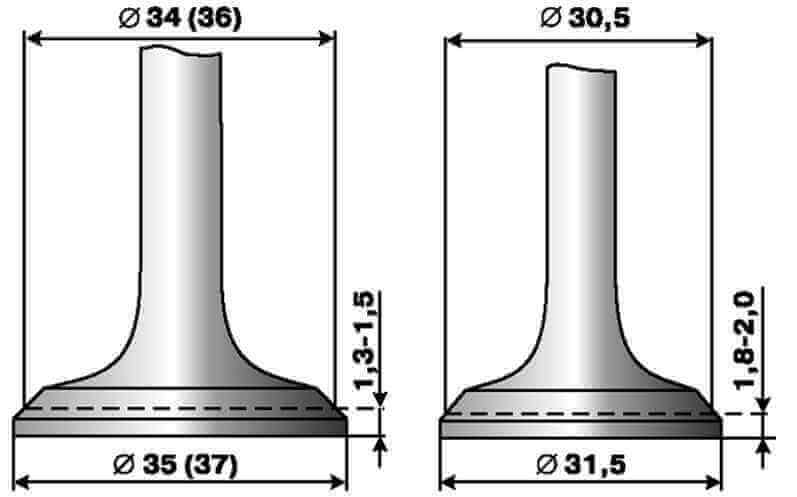
- В специализированной мастерской повреждения рабочей фаски клапанов, которые невозможно вывести притиркой, можно прошлифовать на специальном станке. При шлифовке надо выдержать размеры, указанные на рисунке.
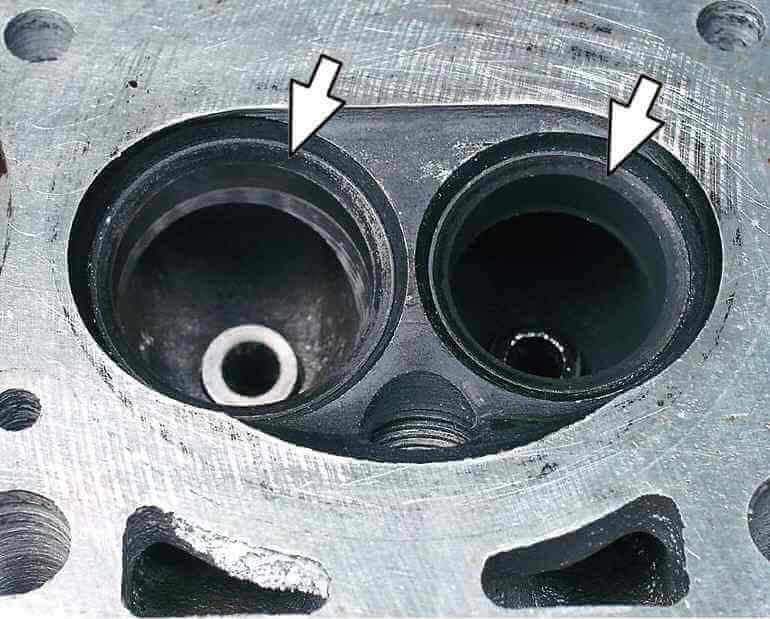
- Проверьте состояние седел клапанов. На рабочих фасках седел не должно быть следов износа, раковин, коррозии и т.п. Седла клапанов можно заменить в специализированной мастерской. Незначительные повреждения (мелкие риски, царапины и пр.) можно вывести притиркой клапанов.
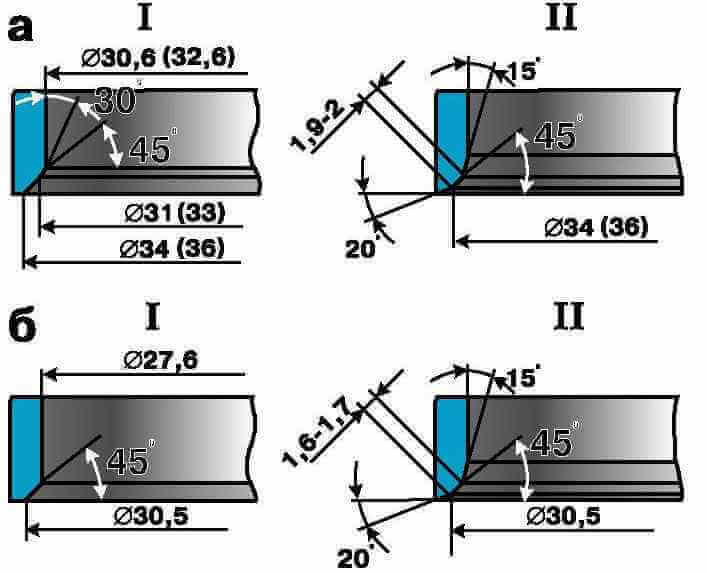
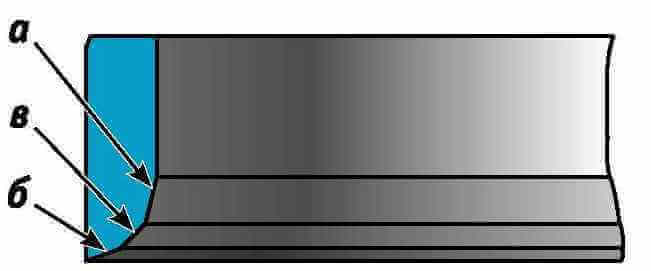
- Более значительные дефекты седел клапанов устраняются шлифовкой. При шлифовке выдержите размеры, указанные на рисунке: а – седло впускного клапана; б – седло выпускного клапана; I – новое седло; II – седло после ремонта. Седла рекомендуется шлифовать в специализированной мастерской.
- Имея слесарный навык, можно это сделать вручную с помощью набора специальных фрез. Вначале обрабатывается фаска а под углом 15°, затем фаска б под углом 20° и фаска в под углом 45°. После шлифовки необходимо притереть клапаны.
- Проверьте состояние наружной и внутренней пружин клапанов. Искривленные, поломанные или имеющие трещины пружины замените.
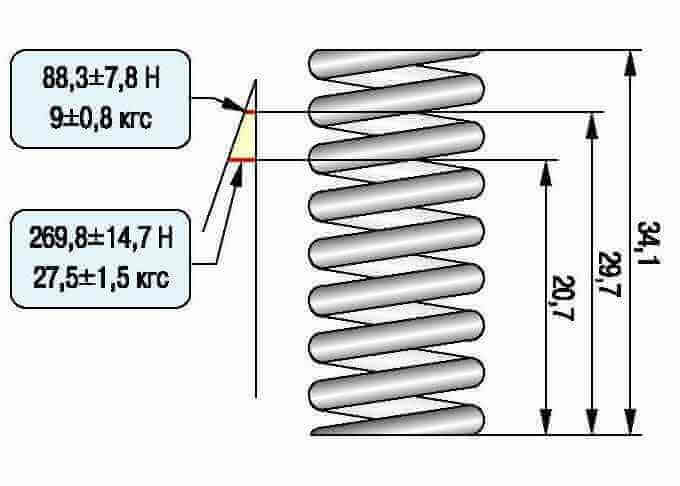
- Для проверки упругости наружной пружины измерьте ее высоту в свободном состоянии, а затем под двумя различными нагрузками. Если пружина не соответствует требуемым параметрам, замените ее.
- Для проверки упругости внутренней пружины измерьте ее высоту в свободном состоянии, а затем под двумя различными нагрузками. Если пружина не соответствует требуемым параметрам, замените ее.
- Осмотрите толкатели клапанов. Если на рабочей поверхности 1 толкателя есть задиры, царапины и пр., замените толкатели. На рабочих поверхностях регулировочных шайб 2 не должно быть задиров, забоин, царапин, следов ступенчатого или неравномерного износа, натира металла. При таких дефектах шайбы надо заменить. На шайбах допускаются концентрические следы приработки с кулачками распределительного вала.
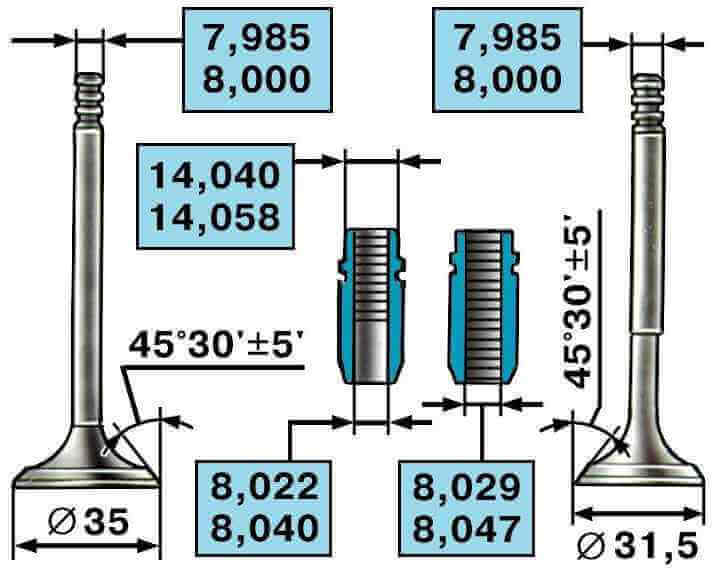
- Проверьте зазор между направляющими втулками и клапанами. Зазор вычисляется как разность между диаметром отверстия во втулке и диаметром стержня клапана. Проверку зазора рекомендуется выполнять в специализированной мастерской, так как для измерения диаметра втулок нужен специальный инструмент (нутромер). Номинальный зазор для впускных клапанов 0,022–0,055 мм, для выпускных клапанов 0,029–0,062 мм. Предельно допустимый зазор для впускных и выпускных клапанов – 0,3 мм.
- Если зазор не достиг предельно допустимого, можно попробовать устранить его заменой клапана. Если это не удается или зазор превышает предельно допустимый, замените направляющую втулку. Для этого выпрессуйте со стороны камеры сгорания дефектную втулку специальной оправкой.
- В запасные части поставляются втулки со стопорными кольцами 1. Втулки имеют увеличенный наружный диаметр и уменьшенный диаметр отверстия под клапан.
- Смазав втулку моторным маслом, вставьте ее в специальную оправку и запресуйте со стороны распределительного вала до упора стопорного кольца в головку блока. Разверните отверстие во втулке с помощью развертки до 8,022–8,040 мм для впускных клапанов и до 8,029–8,047 мм – для выпускных.
- Если устанавливается старый клапан, снимите заусенцы с проточек под сухари. После этого необходимо притереть клапан к седлу.
- Установите клапаны в головку блока в соответствии с ранее сделанной маркировкой, предварительно смазав их стержни моторным маслом.
- Установите нижние тарелки пружин клапанов.
- Установите маслосъемные колпачки.
- Замените распределительный вал, если на его шейках и кулачках имеются следы износа, задиры и глубокие риски. В мастерских, оборудованных специальным инструментом и приспособлениями, можно проверить радиальное биение шеек распределительного вала (оно не должно превышать 0,02 мм) и зазор между отверстиями опор и шейками распределительного вала, который не должен превышать 0,2 мм (зазор для новых деталей 0,069–0,11 мм).
- Установите распределительный вал и корпуса подшипников
- Установите прокладки, выпускной коллектор и впускную трубу. Обратите внимание, что под гайками (4 шт.), крепящими одновременно впускную трубу и выпускной коллектор, установлены шайбы 1 большего диаметра, чем шайбы 2 под остальными гайками, а…
- …под гайками крепления кронштейна ресивера шайбы не устанавливаются.
- Установите головку на блок цилиндров, проверьте зазоры в приводе клапанов и при необходимости отрегулируйте их.